Flat products made of steels for pressure purposes – Part 1: General requirements
(Supersedes EN 10028-1:2007+A1:2009)
Contents
1 Scope 4 2 Normative references 4 3 Terms and definitions 6 4 Tolerances on dimensions 7 5 Calculation of mass 7 6 Classification and designation 7 6.1 Classification 7 6.2 Designation 8 7 Information to be supplied by the purchaser 8 7.1 Mandatory information 8 7.2 Options 9 7.3 Examples of ordering 9 8 Requirements 9 8.1 Steelmaking process 9 8.2 Delivery condition 9 8.3 Chemical composition 9 8.4 Mechanical properties 10 8.5 Surface condition 10 8.6 Internal soundness 10 9 Inspection 10 9.1 Types of inspection and inspection documents 10 9.2 Tests to be carried out 11 9.3 Retests, sorting and reprocessing 13 10 Sampling 13 10.1 Frequency of testing 13 10.2 Selection and preparation of samples and test pieces 13 11 Test methods 18 11.1 Chemical analysis 18 11.2 Tensile test at room temperature 18 11.3 Tensile test at elevated temperature 18 11.4 Impact test 18 11.5 Other testing 19 12 Marking 19 Annex A (informative) Changes to the previous version EN 10028-1:2007+A1:2009 21 Annex ZA (informative) Relationship between this European Standard and the Essential Requirements of EU Directive 2014/68/EU 22
European foreword
This document (EN 10028-1:2017) has been prepared by Technical Committee ECISS/TC 107 "Steels for pressure purposes", the secretariat of which is held by DIN.
This European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by January 2018 and conflicting national standards shall be withdrawn at the latest by January 2018.
Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. CEN [and/or CENELEC] shall not be held responsible for identifying any or all such patent rights.
This document supersedes EN 10028-1:2007+A1:2009.
This document has been prepared under a mandate given to CEN by the European Commission and the European Free Trade Association, and supports essential requirements of Directive 2014/68/EU.
For relationship with Directive 2014/68/EU, see informative Annex ZA, which is an integral part of this document.
A list of changes between this document and the previous version can be found in Annex A.
EN 10028, Flat products made of steels for pressure purposes is a series of standards that consists of the following parts:
- Part 1: General requirements
- Part 2: Non‑alloy and alloy steels with specified elevated temperature properties
- Part 3: Weldable fine grain steels, normalized
- Part 4: Nickel alloy steels with specified low temperature properties
- Part 5: Weldable fine grain steels, thermomechanically rolled
- Part 6: Weldable fine grain steels, quenched and tempered
- Part 7: Stainless steels
According to the CEN‑CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard: Austria, Belgium, Bulgaria, Croatia, Cyprus, Czech Republic, Denmark, Estonia, Finland, Former Yugoslav Republic of Macedonia, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Serbia, Slovakia, Slovenia, Spain, Sweden, Switzerland, Turkey and the United Kingdom.
1 Scope
This European Standard specifies general technical delivery conditions for flat products for the construction of pressure equipment.
The general technical delivery conditions in EN 10021 also apply.
NOTE Once this European Standard is published in the EU Official Journal (OJEU) under Directive 2014/68/EU, presumption of conformity to the Essential Safety Requirements (ESRs) of Directive 2014/68/EU is limited to technical data of materials in this European Standard (Part 1 and the other relevant part of the series) and does not presume adequacy of the material to a specific item of equipment. Consequently, the assessment of the technical data stated in this material standard against the design requirements of this specific item of equipment to verify that the ESRs of Directive 2014/68/EU are satisfied, needs to be done.
2 Normative references
The following documents, in whole or in part, are normatively referenced in this document and are indispensable for its application. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies.
- EN 764‑5:2014, Pressure equipment – Part 5: Inspection documentation of metallic materials and compliance with the material specification
- EN 10020:2000, Definition and classification of grades of steel
- EN 10021:2006, General technical delivery conditions for steel products
- EN 10028‑2:2017, Flat products made of steels for pressure purposes – Part 2: Non‑alloy and alloy steels with specified elevated temperature properties
- EN 10028‑3:2017, Flat products made of steels for pressure purposes – Part 3: Weldable fine grain steels, normalized
- EN 10028‑4:2017, Flat products made of steels for pressure purposes – Part 4: Nickel alloy steels with specified low temperature properties
- EN 10028‑5:2017, Flat products made of steels for pressure purposes – Part 5: Weldable fine grain steels, thermomechanically rolled
- EN 10028‑6:2017, Flat products made of steels for pressure purposes – Part 6: Weldable fine grain steels, quenched and tempered
- EN 10028‑7:2016, Flat products made of steels for pressure purposes – Part 7: Stainless steels
- EN 10029:2010, Hot‑rolled steel plates 3 mm thick or above – Tolerances on dimensions and shape
- EN 10048:1996, Hot rolled narrow steel strip – Tolerances on dimensions and shape
- EN 10051:2010, Continuously hot‑rolled strip and plate/sheet cut from wide strip of non‑alloy and alloy steels – Tolerances on dimensions and shape
- EN 10079:2007, Definitions of steel products
- EN 10088‑1:2014, Stainless steels – Part 1: List of stainless steels
- EN 10160:1999, Ultrasonic testing of steel flat product of thickness equal or greater than 6 mm (reflection method)
- EN 10163‑2:2004, Delivery requirements for surface condition of hot‑rolled steel plates, wide flats and sections – Part 2: Plate and wide flats
- EN 10164:2004, Steel products with improved deformation properties perpendicular to the surface of the product – Technical delivery conditions
- EN 10168:2004, Steel products – Inspection documents – List of information and description
- EN 10204:2004, Metallic products – Types of inspection documents
- EN 10307:2001, Non‑destructive testing – Ultrasonic testing of austenitic and austenitic‑ferritic stainless steels flat products of thickness equal to or greater than 6 mm (reflection method)
- EN ISO 148‑1:2016, Metallic materials – Charpy pendulum impact test – Part 1: Test method (ISO 148‑1:2016)
- EN ISO 377:2013, Steel and steel products – Location and preparation of samples and test pieces for mechanical testing (ISO 377:2013, Corrected version 2015‑06‑01)
- EN ISO 2566‑1:1999, Steel – Conversion of elongation values – Part 1: Carbon and low alloy steels (ISO 2566‑1:1984)
- EN ISO 2566‑2:1999, Steel – Conversion of elongation values – Part 2: Austenitic steels (ISO 2566‑2:1984)
- EN ISO 3651‑2:1998, Determination of resistance to intergranular corrosion of stainless steels – Part 2: Ferritic, austenitic and ferritic‑austenitic (duplex) stainless steels – Corrosion test in media containing sulfuric acid (ISO 3651‑2:1998)
- EN ISO 6892‑1:2016, Metallic materials – Tensile testing – Part 1: Method of test at ambient temperature (ISO 6892‑1:2016)
- EN ISO 6892‑2:2011, Metallic materials – Tensile testing – Part 2: Method of test at elevated temperature (ISO 6892‑2:2011)
- EN ISO 9444‑2:2010, Continuously hot‑rolled stainless steel – Tolerances on dimensions and form – Part 2: Wide strip and sheet/plate (ISO 9444‑2:2009)
- EN ISO 9445‑1:2010, Continuously cold‑rolled stainless steel – Tolerances on dimensions and form – Part 1: Narrow strip and cut lengths (ISO 9445‑1:2009)
- EN ISO 9445‑2:2010, Continuously cold‑rolled stainless steel – Tolerances on dimensions and form – Part 2: Wide strip and plate/sheet (ISO 9445‑2:2009)
- EN ISO 14284:2002, Steel and iron – Sampling and preparation of samples for the determination of chemical composition (ISO 14284:1996)
- EN ISO 18286:2010, Hot‑rolled stainless steel plates – Tolerances on dimensions and shape (ISO 18286:2008)
- ISO 9444‑1:2009, Continuously hot‑rolled stainless steel – Tolerances on dimensions and form – Part 1: Narrow strip and cut lengths
- CEN/TR 10261, Iron and steel – European standards for the determination of chemical composition
3 Terms and definitions
For the purposes of this document, the terms and definitions given in EN 10020:2000, EN 10079:2007 and the following apply.
3.1 annealing
heat treatment consisting of heating and soaking at a suitable temperature, followed by cooling under conditions such that, after return to ambient temperature, the metal will be in a structural state closer to that of equilibrium
Note 1 to entry: In English the term "box annealing" is used when the annealing is carried out in a sealed condition to minimize oxidation.
3.2 normalizing
heat treatment consisting of austenitizing followed by air cooling
3.3 normalizing rolling
rolling process in which the final deformation process is carried out in a certain temperature range leading to a material condition equivalent to that obtained after normalizing so that the specified mechanical properties are still met even after subsequent normalizing
3.4 thermomechanical rolling
forming process in which the final deformation takes place within a certain range of temperatures leading to a material condition having certain properties which cannot be obtained or preserved by a single heat treatment
Note 1 to entry: Thermomechanical rolling (symbol M) may include processes of increased cooling rates with or without tempering including self‑tempering but excluding definitively direct quenching and tempering.
3.5 quenching
operation after austenitizing which consists of cooling a workpiece more rapidly than in still air
Note 1 to entry: Quenching includes direct quenching.
3.6 tempering
heat treatment applied to a ferrous product, generally after quenching, or another heat treatment to bring the properties to the required level, and consisting of heating to specific temperatures (< Ac1) and soaking one or more times, followed by cooling at an appropriate rate
3.7 purchaser
person or organization that orders products in accordance with this European Standard
Note 1 to entry: The purchaser is not necessarily, but may be, a manufacturer of pressure equipment in accordance with the EU Directive listed in Annex ZA.
Note 2 to entry: Where a purchaser has responsibilities under this EU Directive, this European Standard will provide a presumption of conformity with the essential requirements of the Directive so identified in Annex ZA.
4 Tolerances on dimensions
The tolerances on dimensions for the products shall be agreed at the time of enquiry and order with reference to the dimensional standards listed in Table 1.
| Product form | Steels according to EN 10028-2:2017 to EN 10028-6:2017 |
Stainless steels according to EN 10028-7:2016 |
|
|---|---|---|---|
| Hot rolled plates | EN 10029 a | EN ISO 18286 | |
| Continuously hot rolled strip | Wide strip, sheet/plate cut from strip / slit strip | EN 10051 c | EN ISO 9444-2 |
| Narrow strip, cut lengths | EN 10048 | EN 10048 or ISO 9444-1 | |
| Continuously cold rolled strip | Wide strip, sheet/plate cut from strip | – | EN ISO 9445-2 b |
| Narrow strip, cut lengths | – | EN ISO 9445-1 | |
|
a Unless otherwise agreed at the time of enquiry and order, class B as specified in EN 10029 shall apply to the tolerance on thickness of plates. b EN ISO 9445-2 contains options providing wider dimensional choice. c For plates in thicknesses t ≥ 3 mm cut from strip, EN 10029 may also be agreed. |
|||
5 Calculation of mass
A density of 7,85 kg/dm³ shall be used as the basis for the calculation of the nominal mass from the nominal dimensions of all steels of EN 10028‑2:2017 to EN 10028‑6:2017. Calculations for density of stainless steels shall be based on density values given in EN 10088‑1:2014, Annex E.
6 Classification and designation
6.1 Classification
6.1.1 The classification of the steel grades in accordance with EN 10020 is given in the specific parts of EN 10028.
6.1.2 Steels covered in EN 10028‑7:2016 are additionally classified according to their structure into:
- ferritic steels;
- martensitic steels;
- austenitic steels;
- austenitic‑ferritic steels.
NOTE For more details, see EN 10088‑1.
6.2 Designation
The steel grades specified in the individual parts of EN 10028 are designated with steel names and steel numbers. The steel names have been allocated in accordance with EN 10027‑1. The corresponding steel numbers have been allocated in accordance with EN 10027‑2.
7 Information to be supplied by the purchaser
7.1 Mandatory information
The following information shall be supplied by the purchaser at the time of enquiry and order:
- a) quantity required;
- b) type of flat product;
- c) European Standard specifying the tolerances on dimensions, shape and mass (see Clauses 4 and 5) and, if the relevant European Standard permits the purchaser certain options, e.g. regarding edge finishing or tolerance classes, specific information on these aspects;
- d) nominal dimensions of the product;
- e) number of the relevant part of this European Standard;
- f) steel name or number;
- g) delivery condition, if it differs from the usual condition specified in EN 10028‑2:2017, EN 10028‑3:2017, EN 10028‑4:2017, EN 10028‑5:2017 or EN 10028‑6:2017; for stainless steels – the process route selected from the relevant table of EN 10028‑7:2016;
- h) inspection document to be issued (see 9.1.1).
7.2 Options
A number of options are specified in this part of EN 10028 and listed below. If the purchaser does not indicate a wish to implement any of these options at the time of enquiry and order, the products shall be supplied in accordance with the basic specification (see 7.1).
- 1) deviating dimensional tolerances standard or class or option given in the dimensional tolerance standard (see Clause 4);
- 2) specification of the steelmaking process (see 8.1.1);
- 3) specification of special classes for the reduction of area (see 8.4.2);
- 4) verification of internal soundness (see 8.6);
- 5) one or several of the optional tests (see Table 2);
- 6) deviating frequency of testing (see 10.1.1 and 10.1.3);
- 7) deviating delivery condition (see 10.2.1.3);
- 8) use of longitudinal test pieces for the impact test (see 10.2.2.3);
- 9) specification of an analytical method (see 11.1);
- 10) temperature of the tensile test at elevated temperature (see 11.3);
- 11) deviating testing temperature for the impact test (see 11.4);
- 12) marking method (see 12.1);
- 13) special marking (see 12.2 and 12.3).
7.3 Examples of ordering
Examples of ordering are given in the relevant Part 2, 3, 4, 5, 6 or 7 of this European Standard.
8 Requirements
8.1 Steelmaking process
8.1.1 Unless a special steelmaking process has been agreed at the time of enquiry and order, the steelmaking process shall be left at the discretion of the manufacturer.
8.1.2 Steels other than stainless steels shall be fully killed.
8.2 Delivery condition
See the individual parts of EN 10028 (see also 3.1 to 3.6).
8.3 Chemical composition
8.3.1 Cast analysis
The cast analysis reported by the steel producer shall comply with the requirements of the individual parts of EN 10028.
8.3.2 Product analysis
The permissible product analysis tolerances on the limiting values given for the cast analysis are specified in the individual parts of EN 10028.
8.4 Mechanical properties
8.4.1 The values given in the individual parts of EN 10028 apply for test pieces taken and prepared in accordance with 10.2.2. The values relate to the nominal thickness (thickness on ordering) of the products and apply to the usual delivery conditions (see the specific parts of EN 10028).
The minimum impact energy values specified in the relevant parts of EN 10028 apply, even if they are not to be verified in the case of nominal thicknesses < 6 mm (see 10.2.2.3).
8.4.2 For products (except products made of stainless steels), it may be agreed at the time of enquiry and order to meet the requirements of one of the quality classes Z15, Z25, or Z35 as specified in EN 10164 characterized by minimum values for the reduction of area perpendicular to the product surface.
8.5 Surface condition
For plates, the requirements of surface quality as specified in EN 10163‑2:2004 shall apply as follows:
- a) class B2 for plates in accordance with EN 10028‑2:2017 to EN 10028‑6:2017;
- b) class B3 for plates in accordance with EN 10028‑7:2016.
For strips:
The surface condition should not impair an application appropriate to the steel grade if adequate processing of the strip is applied.
8.6 Internal soundness
Where appropriate, requirements together with the conditions for their verification may be agreed at the time of enquiry and order (see Table 2 and 11.5.3).
9 Inspection
9.1 Types of inspection and inspection documents
9.1.1 The compliance with the requirements of the order shall be checked for products in accordance with this European Standard by specific inspection.
The purchaser shall specify the required type of inspection document (3.1 or 3.2) in accordance with EN 10204.
If an inspection document 3.1 is specified, the manufacturer shall operate a quality assurance system, certified by a competent Body established within the European Union and having undergone a specific assessment for materials in accordance with EN 764‑5.
NOTE See Directive 2014/68/EU, Annex I, section 4.3, third paragraph and for further information the Guidelines of the EU Commission and the Member States for its interpretation (see e.g. Guidelines G‑02 and G‑16).
If an inspection certificate 3.2 is specified, the purchaser shall notify the manufacturer of the name and address of the organization or person who is to carry out the inspection.
9.1.2 The inspection document shall include, in accordance with EN 10168, the following codes and/or information:
- A commercial transactions and parties involved;
- B description of products to which the inspection certificate applies (including tempering temperature in the case of quenched and tempered or tempered products);
- C03 test temperature;
- C10‑C29 tensile test at room temperature (including, if applicable, the test perpendicular to the product surface) and, if applicable, at elevated temperatures;
- C40‑C43 impact test, if applicable;
- C70 steelmaking process, if applicable;
- C71‑C92 cast analysis and, if applicable, product analysis;
- D01 marking, dimensional and visual inspection;
- D02‑D50 non‑destructive tests, if applicable;
- D51‑D99 verification of the resistance to intergranular corrosion, if applicable;
- Z validation.
9.2 Tests to be carried out
The mandatory and optional tests to be carried out and the extent of testing are specified in Table 2.
| Type of inspection and test | Extent of testing | Refer to | ||
|---|---|---|---|---|
| Mandatory tests | Cast analysis | 1 per cast | 8.3.1 and 10.2.1.1 | |
| Tensile test at room temperature | for steels of EN 10028-2:2017 to EN 10028-6:2017 | 1 per test unit | 10.1.2, 10.2.2.2 and 11.2 | |
| for steels of EN 10028-7:2016 | a | |||
| Impact test (except for austenitic steels of EN 10028-7:2016) |
1 per test unit | 10.1.2, 10.2.2.3 and 11.4 | ||
| Dimensional inspection | each product | 11.5.1 | ||
| Visual inspection | each product | 11.5.2 | ||
| Optional tests | Product analysis | 1 per cast | 10.1.1, 10.2.1 and 11.1 | |
| Tensile test at elevated temperature for verification of Rp0,2 | for steels of EN 10028-2:2017, EN 10028-3:2017 and EN 10028-6:2017 | 1 per cast | 10.1.3, 10.2.2.2 and 11.3 | |
| for steels of EN 10028-7:2016 (except austenitic steels) |
a | |||
| Tensile test for (simultaneous) verification of one, all, or any combination of the values of Rp0,2, Rp1,0 and Rm at elevated temperature for austenitic steels of EN 10028-7:2016 | a | 10.1.3, 10.2.2.2 and 11.3 | ||
| Tensile test perpendicular to the product surface for verification of corresponding minimum reduction of area (except for steels of EN 10028-7:2016) |
in accordance with EN 10164 | 8.4.2 and 10.2.1.2 | ||
| Impact test for austenitic steels of EN 10028-7:2016 at 20 °C | a | 10.2.2.3 and 11.4 | ||
| Impact test for steels of EN 10028-7:2016 (except ferritic steels) at low temperature |
a | 10.1.2, 10.2.2.3 and 11.4 | ||
| Ultrasonic test for verification of internal soundness | each product | 8.6 and 11.5.3 | ||
| Test for resistance to intergranular corrosion for steels of EN 10028-7:2016 | a | 11.5.4 | ||
| Evaluation of resistance to hydrogen induced cracking | b | 11.5.6 | ||
| Step cooling test | 1 per cast | 11.5.7 | ||
|
a See EN 10028-7:2016. b See EN 10028-2:2017 and EN 10028-3:2017. The extent of testing shall be agreed at the time of enquiry and order. |
||||
10 Sampling
10.1 Frequency of testing
10.1.1 For the product analysis, unless otherwise agreed, one test piece per cast shall be taken for determining the elements indicated with numerical values for the particular steel grade in the relevant tables of the specific parts of EN 10028.
For the test unit for the other tests for products in accordance with EN 10028‑2:2017 to EN 10028‑6:2017, the requirements of 10.1.2, 10.1.3 and Table 2 apply.
For stainless steels, see EN 10028‑7:2016.
10.1.2 The test unit for the tensile test at room temperature and the impact test shall be as follows:
- for strip and sheet cut from strip: the coil;
- for sheet or plate: the rolled plate.
If a rolled plate or a coil is split up into several heat treatment batches for liquid quenching, then each individual heat treatment batch shall be regarded as a test unit. One sample shall be taken for preparing the test pieces indicated in 10.2.2 from each test unit.
10.1.3 For tensile tests at elevated temperature, unless otherwise agreed, the test unit shall be the cast.
10.2 Selection and preparation of samples and test pieces
10.2.1 Sampling and sample preparation
10.2.1 Sampling and sample preparation shall be in accordance with the requirements of EN ISO 377, EN ISO 14284 and Table 3. In addition, the requirements in 10.2.1.2 and, if applicable, 10.2.1.3 shall apply for sampling and sample preparation for the mechanical tests.
10.2.1.2 The samples shall be taken at 1/4 product width (see Table 3). In the case of strip, the samples shall be taken at a sufficient distance from the end of the strip.
If samples have to be taken from the mid‑width position in accordance with the requirements for through‑thickness testing as specified in EN 10164, the samples to be taken as specified in 10.2.1.2 may also be taken from there except in cases of arbitration.
10.2.1.3 If, following agreement at the time of enquiry and order, the products is not to be delivered in the usual delivery condition, the samples shall be treated to the usual delivery condition prior to the test.
10.2.2 Preparation of test pieces
10.2.2.1 General
The test pieces shall be prepared in accordance with Table 4 (products in accordance with EN 10028‑2:2017 to EN 10028‑6:2017) or Table 5 (products in accordance with EN 10028‑7:2016).
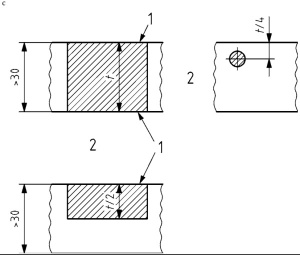
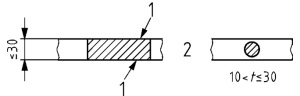
10.2.2.2 Test pieces for the tensile test
- a) One test piece shall be prepared in accordance with EN ISO 6892‑1 for the tensile test from each test unit and this shall be a rectangular test piece, unless a circular test piece may be used (see 10.2.2.2 c)).
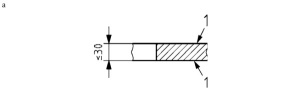
- b) At least one rolled surface shall be retained on rectangular test pieces. However, both rolled surfaces shall generally be retained on the test piece in the case of nominal thicknesses ≤ 30 mm for products in accordance with EN 10028‑2:2017 to EN 10028‑6:2017 or ≤ 10 mm in the case of products in accordance with EN 10028‑7:2016. Additionally, rectangular test pieces for products in accordance with EN 10028‑5:2017 or EN 10028‑6:2017 shall represent either the full product thickness or half of the product thickness retaining one rolled surface.
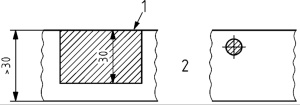
- c) Circular test pieces are permissible for tensile tests at elevated temperature (all thicknesses) or tensile tests at room temperature:
- for nominal thicknesses t > 30 mm for steel grades according to EN 10028‑2:2017 to EN 10028‑6:2017;
- for nominal thicknesses t > 10 mm for steel grades according to EN 10028‑7:2016.
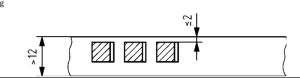
10.2.2.3 Test pieces for the impact test
Three transverse standard V‑notched test pieces shall be prepared from the samples for the impact test, in accordance with EN ISO 148‑1.
For products in accordance with EN 10028‑3:2017 and EN 10028‑4:2017 longitudinal test pieces may be agreed.
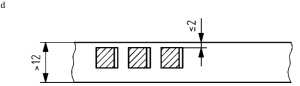
In the case of nominal thicknesses 6 mm ≤ t ≤ 12 mm, one of the following alternatives for the test pieces width shall be used, at the discretion of the manufacturer:
- a) 10 mm;
- b) largest obtainable width between 5 mm and 10 mm.
The longitudinal axis of the notch shall always be perpendicular to the rolled surface of the product.
| Products | Steel grade | Nominal thickness mm |
Nominal length supplied per rolled plate m |
Position of samples (plan view) a |
|---|---|---|---|---|
| Plate / sheet | ≤ 50 | No limitation | 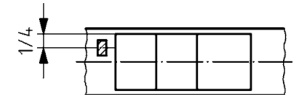 |
|
| Non-alloy steels | > 50 | ≤ 15 | 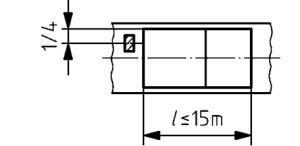 |
|
| > 15 | 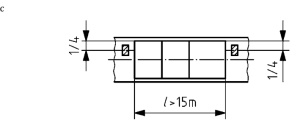 |
|||
| Alloy steels | No limitation | ≤ 15 | 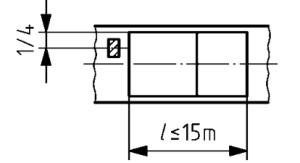 |
|
| > 15 | 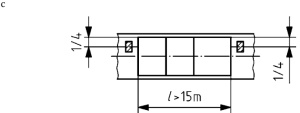 |
|||
| Strip | No distinction | No limitation | – | 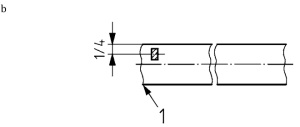 |
|
Key 1 outside end a The position of the samples is at the discretion of the manufacturer, as long as the distance from the longitudinal edge is 1/4 of the rolled plate widths. b For the plate/sheet cut from strip, the coil remains the test unit as long as the plate/sheet is not quenched and tempered (see 10.1.2). c For tensile and impact tests for steel grades according to EN 10028-2:2017 to EN 10028-6:2017: 2 per test unit for rolled plates lengths over 15 m (except non-alloyed steels in thicknesses under 50 mm, see Table 3). |
||||
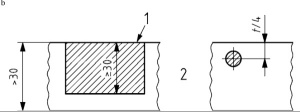
| Type of test piece | Nominal thickness mm |
Direction of the longitudinal axis of the test piece in relation to the principal direction of rolling | Distance of the test piece from the rolled surface mm |
|---|---|---|---|
| Tensile | ≤ 30 | Transverse |
|
| > 30 |
|
||
| Impact d | > 12 e | Transverse f |
|
Key
1 rolled surface
2 alternatives
a For hot tensile tests circular test pieces taken from the mid-thickness position are also permitted.
b For products in accordance with EN 10028-2:2017 to EN 10028-4:2017.
c For products in accordance with EN 10028-5:2017 or EN 10028-6:2017
d The longitudinal axis of the notch shall always be perpendicular to the rolled surface of the product.
e For impact test pieces for nominal plate thicknesses ≤ 12 mm, see 10.2.2.3.
f Unless longitudinal test pieces are agreed, see 10.2.2.3.
g In the case of nominal thickness greater than 40 mm, the impact test piece shall be taken at quarter of the product thickness.
| Type of test piece | Nominal thickness mm |
Direction of the longitudinal axis of the test piece in relation to the principal direction of rolling | Distance of the test piece from the rolled surface mm |
|
|---|---|---|---|---|
| width < 300 mm | width ≥ 300 mm | |||
| Tensile a | ≤ 30 | Longitudinal | Transverse |
|
| > 30 | Longitudinal | Transverse |
|
|
| Impact b | > 12 c | Longitudinal | Transverse |
|
Key
1 rolled surface
2 alternatives
a In cases of the dispute the gauge length shall be L₀ = 5,65 √S₀ for test pieces from products ≥ 3 mm nominal thickness.
For products < 3 mm nominal thickness, non-proportional test pieces with a gauge length of 80 mm and a width of 20 mm shall be used, but test pieces with a gauge length of 50 mm and a width of 12,5 mm may also be applied.
For products with a nominal thickness of 3 mm to 10 mm flat proportional test pieces with two rolled surfaces and a maximum width of 30 mm shall be used.
For products with a nominal thickness > 10 mm the following proportional test pieces may be used:
- either a flat test piece with a maximum thickness of 30 mm, the thickness may be reduced to 10 mm by machining but one rolled surface shall be preserved;
- or a round test piece with a diameter of ≥ 5 mm, the axis of which shall be located as near as possible to a plane in the outer third of half the product thickness.
b The longitudinal axis of the notch shall always be perpendicular to the rolled surface of the product.
c For impact test pieces for nominal plate thicknesses ≤ 12 mm, see 10.2.2.3.
d In case of nominal product thickness greater than 30 mm, the impact test piece may be taken at quarter of the product thickness.
11 Test methods
11.1 Chemical analysis
Unless otherwise agreed at the time of enquiry and order, the choice of a suitable physical or chemical analytical method for the product analysis shall be at the discretion of the manufacturer. In cases of dispute, the analysis shall be carried out by a laboratory approved by both parties. In this case, the analysis method to be used shall be agreed taking into account the relevant existing European Standards. The list of available European Standards is given in CEN/TR 10261.
11.2 Tensile test at room temperature
11.2.1 For the steels of EN 10028‑2:2017 to EN 10028‑6:2017 the tensile test at room temperature shall be carried out in accordance with EN ISO 6892‑1, generally using a proportional test piece of gauge length L0 = 5,65√S0 (S0: initial cross‑sectional area of the test piece). Test pieces with a constant gauge length may be used; in this case, the elongation value shall be converted in accordance with EN ISO 2566‑1 for the steels of EN 10028‑2:2017 to EN 10028‑6:2017.
The tensile strength Rm, the elongation after fracture A and the yield strength shall be determined. The yield strength to be determined shall be the upper yield strength ReH or, wherever this is not pronounced, the 0,2 % proof strength Rp0,2.
11.2.2 For the steels of EN 10028‑7:2016 the tensile test at room temperature shall be carried out in accordance with EN ISO 6892‑1 taking into account the additional or deviating conditions specified in Table 5. For non‑proportional test pieces, the elongation values shall be converted in accordance with EN ISO 2566‑2. The tensile strength and elongation after fracture shall be determined and additionally for ferritic, martensitic and austenitic‑ferritic steels the 0,2 % proof strength and for austenitic steels the 0,2 % and 1,0 % proof strength.
In cases of dispute and where permitted (see 10.2.2.2 c)) the tensile test shall be carried out on circular test pieces.
11.3 Tensile test at elevated temperature
Rp0,2 values at elevated temperature (for austenitic steels in accordance with EN 10028‑7:2016 additionally Rm and/or Rp1,0 values) shall be determined in accordance with EN ISO 6892‑2.
Unless a test temperature for which a value is specified for the relevant product has been agreed at the time of enquiry and order, the test shall be carried out at 300°C except for austenitic‑ferritic steels of EN 10028‑7:2016 for which the test shall be carried out at 250°C.
11.4 Impact test
The impact test shall be carried out in accordance with EN ISO 148‑1 on V‑notched pieces and by using a 2 mm striker (KV2). The specifications of the individual parts of EN 10028 shall apply.
Where minimum impact energy values are specified for several temperatures, verification of the impact energy, unless otherwise agreed, shall be carried out at the temperature for which the value of 27 J is specified.
Where the minimum impact energy value specified at the lowest temperature is higher than 27 J, this higher value shall be verified.
The impact energy values apply to transverse test pieces for the steel grades specified in EN 10028‑2:2017, EN 10028‑5:2017 and EN 10028‑6:2017 and for longitudinal and/or transverse test pieces for the steel grades specified in EN 10028‑3:2017, EN 10028‑4:2017 and EN 10028‑7:2016.
11.5 Other testing
...
12 Marking
12.1 The products shall be legibly marked using methods such as painting, stamping, laser marking, bar coding, durable adhesive labels or attached tags with the following:
- the manufacturer's name, trade mark or logo;
- the number of this European Standard;
- the steel name or number;
- an identification number which permits the cast to be traced;
- the nominal dimensions.
12.2 Any other marking may be agreed at the time of enquiry and order (see also Table 6).
| Marking of | Symbol a |
|---|---|
| Manufacturer's name, trade mark or logo | + |
| The number of this European Standard | (+) |
| Steel name or number | + |
| Type of finish | (+) |
| Identification number b | + d |
| Direction of rolling c | (+) |
| Nominal thickness | + |
| Nominal dimensions other than thickness | (+) |
| Inspector's mark | + e |
| Customer's order No. | (+) |
|
a The symbols mean: + = the marking shall be applied; (+) = the marking shall be applied if so agreed, or at the manufacturer's discretion. b The numbers or letters used for identification shall allow the product(s) to be related to the relevant inspection certificate. c The direction of rolling is normally obvious from the shape of the product and the position of the marking. Marking may either be longitudinally applied by roller stamping or it may be near to one end of the piece and transverse to the rolling direction. A specific separate indication of the principal rolling direction will not normally be required, but may be requested by the purchaser. d This shall permit the traceability of the cast number. e The inspector's mark may be omitted if the relevant inspector can be identified in another way. | |
Annex A (informative) Changes to the previous version EN 10028‑1:2007+A1:2009
- the normative references have been revised;
- the new definition for "normalizing" has been added;
- the Notes under other definitions partially revised;
- a new table concerning the correlation between product form and the standard for tolerances on dimension and shape has been added in Clause 4;
- the marking of text passages with one or two dots has been deleted;
- the extent of testing for tensile test at room temperature (mandatory) and perpendicular to product (optional) in Table 2 has been revised;
- the cross references in Table 2 have been updated;
- a new optional test concerning the evaluation of resistance to hydrogen induced cracking;
- the cross references in the standard have been updated;
- the statements in 9.1.1 concerning inspection documents have been updated;
- the statements in 10.2.2 concerning preparation of test pieces have been updated;
- a new statement concerning using of circular test pieces for tensile test in footnote a) of Table 4 and 10.2.2.2 c);
- in 10.2.2.3 the third option for the width of the test pieces in thicknesses between 6 mm and 12 mm for impact testing has been deleted;
- in Tables 4 and 5 the lower limit for the thickness of test pieces for impact testing has been changed from "11 mm" to "12 mm" and the corresponding data have been updated;
- the correlation in Annex ZA between the clause of this European Standard and the essential requirements of the Directive 2014/68/EU has been updated;
- clarification of various technical requirements.
Annex ZA (informative) Relationship between this European Standard and the Essential Requirements of EU Directive 2014/68/EU aimed to be covered
This European Standard has been prepared under a Commission's standardization request M/071 to provide one voluntary means of conforming to Essential Requirements of Directive 2014/68/EU.
Once this standard is cited in the Official Journal of the European Union under that Directive, compliance with the normative clauses of this standard given in Table ZA.1 confers, within the limits of the scope of this standard, a presumption of conformity with the corresponding Essential Requirements of Directive 2014/68/EU, and associated EFTA regulations.
| Requirements of Directive 2014/68/EU | Clause(s)/subclause(s) of this EN | Remarks/Notes |
|---|---|---|
| 4.1a | 8.4.1 | Appropriate material properties |
| 7.5 | 11.4 | |
| 4.1d | 8.2 and 8.5 | Suitable for the processing procedures |
| 4.3 | 9.1 | Inspection documentation |
WARNING 1 — Presumption of conformity stays valid only as long as a reference to this European Standard is maintained in the list published in the Official Journal of the European Union. Users of this standard should consult frequently the latest list published in the Official Journal of the European Union.
WARNING 2 — Other Union legislation may be applicable to the product(s) falling within the scope of this standard.
扫码下载
随时随地查询现货



