Hot rolled products of structural steels – Part 2: Technical delivery conditions for non-alloy structural steels
(Supersedes EN 10025-2:2004)
European foreword
This document (EN 10025-2:2019) has been prepared by Technical Committee CEN/TC 459/SC 3 "Structural steels other than reinforcement", the secretariat of which is held by DIN.
This European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by February 2020 and conflicting national standards shall be withdrawn at the latest by February 2020.
Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. CEN shall not be held responsible for identifying any or all such patent rights.
This document supersedes EN 10025-2:2004.
This document consists of the following parts, under the general title Hot rolled products of structural steels:
- Part 1: General technical delivery conditions
- Part 2: Technical delivery conditions for non-alloy structural steels
- Part 3: Technical delivery conditions for normalized/normalized rolled weldable fine grain structural steels
- Part 4: Technical delivery conditions for thermomechanical rolled weldable fine grain structural steels
- Part 5: Technical delivery conditions for structural steels with improved atmospheric corrosion resistance
- Part 6: Technical delivery conditions for flat products of high yield strength structural steels in the quenched and tempered condition
For a short transition period, there will be a coexistence of EN 10025-1:2004 with EN 10025-2:2019 to EN 10025-6:2019, since the new EN 10025-1 has to fulfil the requirements of the CPR and will therefore be published later. For this short transition period up‑to‑the publication of the next edition of part 1 the following is to be taken into account for EN 10025-1:2004:
- a) all dated and undated references to EN 10025-1:2004 to EN 10025-6:2004 are unchanged to this version with following exception: In 9.2.2.1 the references are 8.3.1 and 8.3.2 instead of 8.4.1 and 8.4.2;
- b) Clauses 5, 12 and 13 of EN 10025-1:2004 are no longer relevant.
The main changes with respect to the previous edition are listed below:
- a) part 2 is now a stand-alone standard for technical delivery conditions including the preparation of samples and test pieces, the test methods, the marking, labelling and packaging and the drawings;
- b) for applications under the CPR, this document and part 1 are used together;
- c) requirements for elements not defined were added to 7.2.1 and 7.2.2;
- d) Option 33 was added, Options 9 and 21 were deleted;
- e) Si-content in 7.2.5 was changed;
- f) 7.4.3 concerning hot-dip zinc coating was modified;
- g) key to Figure A.1 was updated;
- h) steel grade S450 was deleted and steel grades S460 and S500 were added;
- i) Annex B concerning the corresponding EURONORMS was deleted;
- j) references were updated and the document was editorially revised.
According to the CEN-CENELEC Internal Regulations, the national standards organisations of the following countries are bound to implement this European Standard: Austria, Belgium, Bulgaria, Croatia, Cyprus, Czech Republic, Denmark, Estonia, Finland, Republic of North Macedonia, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Serbia, Slovakia, Slovenia, Spain, Sweden, Switzerland, Turkey and the United Kingdom.
1 Scope
This document specifies the technical delivery conditions for flat and long products as well as semi‑finished products which are meant for further processing to flat and long products of hot rolled non‑alloy quality steels in the grades and qualities given in Tables 1 to 5 (chemical composition) and Tables 6 to 8 (mechanical properties) in the usual delivery conditions as given in 6.3. Three engineering steels are also specified in this document (see Tables 2 and 4) (chemical composition) and Table 7 (mechanical properties). This document does not apply to structural hollow sections (see EN 10210‑1 and EN 10219‑1) and tubes.
The technical delivery conditions apply to:
- thicknesses ≥ 3 mm and ≤ 150 mm for long products of steel grade S460JR, J0, J2, K2 and S5000; thicknesses ≤ 400 mm for flat products of qualities JR, J0, J2 and K2; thicknesses ≤ 250 mm for flat and long products of all other grades and qualities.
The steels specified in this document are not intended to be heat treated except products delivered in the delivery condition +N. Stress relieving is accepted. Products delivered in +N condition can be hot formed and/or normalized after delivery (see Clause 3).
This document foresees that semi‑finished products which are to be converted to rolled finished products conforming to this document are the subject of special agreements at the time of the order. The chemical compositions are also agreed to at the time of the order; the values are within the limits of Tables 1 and 2.
For certain grades and product forms suitability for particular applications are specified at the time of the order (see 7.4.2, 7.4.3 and Table 9).
2 Normative references
The following documents are referred to in the text in such a way that some or all of their content constitutes requirements of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies.
- EN 1011-2, Welding - Recommendations for welding of metallic materials - Part 2: Arc welding of ferritic steels
- EN 10017, Steel rod for drawing and/or cold rolling - Dimensions and tolerances
- EN 10020:2000, Definition and classification of grades of steel
- EN 10021, General technical delivery conditions for steel products
- EN 10024, Hot rolled taper flange I sections - Tolerances on shape and dimensions
- EN 10025-1, Hot rolled products of structural steels - Part 1: General technical delivery conditions
- EN 10027-1, Designation systems for steels - Part 1: Steel names
- EN 10027-2, Designation systems for steels - Part 2: Numerical system
- EN 10029, Hot-rolled steel plates 3 mm thick or above - Tolerances on dimensions and shape
- EN 10034, Structural steel I and H sections - Tolerances on shape and dimensions
- EN 10048, Hot rolled narrow steel strip - Tolerances on dimensions and shape
- EN 10051, Continuously hot-rolled strip and plate/sheet cut from wide strip of non-alloy and alloy steels - Tolerances on dimensions and shape
- EN 10055, Hot rolled steel equal flange tees with radiused root and toes - Dimensions and tolerances on shape and dimensions
- EN 10056-1, Structural steel equal and unequal leg angles — Part 1: Dimensions
- EN 10056-2, Structural steel equal and unequal leg angles — Part 2: Tolerances on shape and dimensions
- EN 10058, Hot rolled flat steel bars and steel wide flats for general purposes — Dimensions and tolerances on shape and dimensions
- EN 10059, Hot rolled square steel bars for general purposes — Dimensions and tolerances on shape and dimensions
- EN 10060, Hot rolled round steel bars for general purposes — Dimensions and tolerances on shape and dimensions
- EN 10061, Hot rolled hexagon steel bars for general purposes — Dimensions and tolerances on shape and dimensions
- EN 10067, Hot rolled bulb flats — Dimensions and tolerances on shape, dimensions and mass
- EN 10079, Definition of steel products
- EN 10160, Ultrasonic testing of steel flat product of thickness equal or greater than 6 mm (reflection method)
- EN 10163-1, Delivery requirements for surface condition of hot-rolled steel plates, wide flats and sections — Part 1: General requirements
- EN 10163-2, Delivery requirements for surface condition of hot-rolled steel plates, wide flats and sections — Part 2: Plate and wide flats
- EN 10163-3, Delivery requirements for surface condition of hot-rolled steel plates, wide flats and sections — Part 3: Sections
- EN 10164, Steel products with improved deformation properties perpendicular to the surface of the product — Technical delivery conditions
- EN 10168, Steel products — Inspection documents — List of information and description
- EN 10204, Metallic products — Types of inspection documents
- EN 10279, Hot rolled steel channels — Tolerances on shape, dimensions and mass
- EN 10306, Iron and steel — Ultrasonic testing of H beams with parallel flanges and IPE beams
- EN 10308, Non destructive testing — Ultrasonic testing of steel bars
- EN 10315, Routine method for analysis of high alloy steel by X-ray Fluorescence Spectrometry (XRF) by using a near by technique
- CR 10320, Optical emission analysis of low alloy steels (routine method) — Method for determination of C, Si, S, P, Mn, Cr, Ni and Cu
- CEN/TR 10347, Guidance for forming of structural steels in processing
- EN 10363, Continuously hot-rolled patterned steel strip and plate/sheet cut from wide strip — Tolerances on dimensions and shape
- EN 10365, Hot rolled steel channels, I and H sections — Dimensions and masses
- EN ISO 148-1, Metallic materials — Charpy pendulum impact test — Part 1: Test method (ISO 148-1)
- EN ISO 377, Steel and steel products — Location and preparation of samples and test pieces for mechanical testing (ISO 377)
- EN ISO 2566-1, Steel — Conversion of elongation values — Part 1: Carbon and low alloy steels (ISO 2566)
- EN ISO 6892-1:2016, Metallic materials — Tensile testing — Part 1: Method of test at room temperature (ISO 6892-1:2016)
- EN ISO 9443, Surface quality classes for hot-rolled bars and wire rod (ISO 9443)
- EN ISO 14284, Steel and iron — Sampling and preparation of samples for the determination of chemical composition (ISO 14284)
- EN ISO 14713-2:2009, Zinc coatings — Guidelines and recommendations for the protection against corrosion of iron and steel in structures — Part 2: Hot dip galvanizing (ISO 14713-2:2009)
- EN ISO 15350, Steel and iron — Determination of total carbon and sulfur content — Infrared absorption method after combustion in an induction furnace (routine method) (ISO 15350)
3 Terms and definitions
For the purposes of this document, the terms and definitions given in EN 10079 and the following apply.
ISO and IEC maintain terminological databases for use in standardization at the following addresses:
- IEC Electroedia: available at http://www.electropedia.org/
- ISO Online browsing platform: available at http://www.iso.org/obp
3.1 normalized rolled +N
rolling process in which the final deformation is carried out in a certain temperature range leading to a material condition equivalent to that obtained after normalizing so that the specified values of the mechanical properties are retained even after normalizing
Note 1 to entry: In international publications for both the normalizing rolling, as well as the thermomechanical rolling, the expression "controlled rolling" may be found. However in view of the different applicability of the products a distinction of the terms is necessary.
3.2 as-rolled +AR
conventional hot rolling without any normalized rolling or thermomechanical rolling and/or heat treatment like normalizing or quenching
3.3 thermomechanical rolling +M
rolling process in which the final deformation is carried out in a certain temperature range leading to a material condition with certain properties which cannot be achieved or repeated by heat treatment alone
Note 1 to entry: Thermomechanical rolling leading to the delivery condition +M can include processes with an increasing cooling rate with or without tempering including self‑tempering but excluding direct quenching and quenching and tempering.
Note 2 to entry: In some publications the word TMCP (Thermomechanical Control Process) is also used.
3.4 Normalizing +N
heat treatment consisting of austenitizing followed by air cooling
4 Classification and designation
4.1 Classification
4.1.1 Main quality classes
The steel grades specified in this document shall be classified as non‑alloy quality steels according to EN 10020.
4.1.2 Grades and qualities
This document specifies nine steel grades S185, S235, S275, S355, S460, S500, E295, E335 and E360.
The steel grades S235 and S275 may be supplied in qualities JR, J0 and J2. The steel grades S355 and S460 may be supplied in qualities JR, J0, J2 and K2. The steel grade S500 may be supplied in quality J0.
The qualities differ in specified impact energy requirements.
For steel grades S185, E295 to E360 no requirements for impact energy are specified.
4.2 Designation
4.2.1 For the steel grades covered by this document the steel names shall be allocated in accordance with EN 10027‑1; the steel numbers shall be allocated in accordance with EN 10027‑2.
4.2.2 The designation shall consist of:
- the number of this document (EN 10025‑2);
- the steel name or the steel number;
- the steel name consisting of: symbol S (for structural steel) or E (for engineering steel); indication of the minimum specified yield strength for thickness ≤ 16 mm expressed in MPa; if applicable, the quality designation (see 4.1.2) in respect of specified impact energy values; if applicable, the additional symbol C for the suitability for the particular application (see Tables 9, 10, 11 and 12);
- indication "+N", "+AR" or "+M", when the products are ordered and delivered in the condition +N, +AR or +M (see 3.1, 3.2, 3.3, 3.4 and 6.3). The indication "+N", "+AR" or "+M" shall also be added to the steel name or the steel number.
EXAMPLE Structural steel (S) with a specified minimum yield strength at room temperature of 355 MPa with a minimum impact energy of 27 J at 0°C (J0) and suitable for cold flanging (C), delivery condition +N (Option 19, see Clause 13):
EN 10025‑2 – S355J0C+N
Or
EN 10025‑2 – 1.0554+N
5 Information to be supplied by the purchaser
5.1 Mandatory information
The following information shall be supplied by the purchaser at the time of the order:
- a) quantity to be delivered;
- b) product form and the number of the standard for dimensions and tolerances (see 2.2);
- c) nominal dimensions and tolerances on dimensions and shape (see 7.7.1);
- d) steel designation (see 4.2.2);
- e) additional requirements of inspection and testing and all required options (see 5.2 and Clause 13);
- f) type of inspection document according to EN 10204 (see 8.1).
5.2 Options
A number of options are specified in Clause 13. In the event that the purchaser does not indicate his wish to implement any of these options, the supplier shall supply in accordance with the basic specification, see 5.1 a) to d) and f).
6 Manufacturing process
6.1 Steel making process
The steel making process is at the discretion of the manufacturer with the exclusion of the open hearth (Siemens‑Martin) process.
See Option 1, Clause 13, (details of manufacturing process).
6.2 Deoxidation
The deoxidation methods are designated as follows:
- a) Optional Method at the manufacturer's discretion;
- b) FN Rimming steel not permitted;
- c) FF Fully killed steel containing nitrogen binding elements in amounts sufficient to bind the available nitrogen (for example min. 0.020% total aluminium). The usual guideline is a minimum aluminium to nitrogen ratio of 2:1, when no other nitrogen binding elements are present. Such other elements and their content (%) mass) shall be reported in the inspection document.
The method of deoxidation shall be as given in Tables 1 and 2.
6.3 Delivery conditions
Unless otherwise agreed upon, the delivery condition of long products and hot rolled strip can be +AR, +N or +M at the manufacturer's discretion; the delivery condition for quarto plates can only be +AR or +N at the manufacturer's discretion.
See Option 19, Clause 13, (delivery condition +AR, +N or +M for long products and strip, +AR, +N for quarto plates).
If an inspection document is required (see 8.1) the delivery condition shall be indicated in it with its specific symbol (+AR, +N or +M). In case the products are ordered in the delivery condition +AR, +N or +M, the specific symbol (+AR, +N or +M) shall be added to the designation (see 4.2.2).
NOTE The requirements on the mechanical properties of the steel grades according to this document are not depending on the delivery condition.
7 Requirements
7.1 General
The requirements in 7.2 and 7.3 apply for sampling, preparation of test pieces and testing specified in Clauses 9 and 10.
7.2 Chemical composition
7.2.1 The chemical composition determined by heat analysis shall comply with the specified values of Tables 1 and 2.
For elements not defined in tables for the chemical composition for heat analysis, limit values of Table 1 of EN 10020:2000 shall apply as maximum values.
7.2.2 The upper limits applicable for the product analysis are given in Tables 3 and 4.
The product analysis shall be carried out when specified at the time of the order.
See Option 2, Clause 13, (product analysis).
For elements not defined in tables for the chemical composition for product analysis, limit values of Table 1 of EN 10020:2000 shall apply as maximum values.
7.2.3 The maximum carbon equivalent values for the grades S235, S275, S355, S460 and S500 based on the heat analysis, given in Table 5 shall apply.
For determining the carbon equivalent value the following IIW (International Institute of Welding) formula shall be used:
CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
7.2.4 For all S235, S275 and S355 qualities, a copper‑content between 0.25% and 0.40% on heat analysis and between 0.20% and 0.45% on product analysis can be agreed upon at the time of enquiry and order. In this case, the maximum carbon equivalent value of Table 5 shall be increased by 0.02.
See Option 20, Clause 13, (Cu alloyed).
7.2.5 When products of grade S275 and S355 are supplied with a control on Si e.g. for hot‑dip zinc‑coating so that there could be a need to increase the content of other elements like C and Mn to achieve the required tensile properties, the maximum carbon equivalent values of Table 5 shall be increased as follows:
- for Si ≤ 0.04%, increase the value of the CEV by 0.02;
- for Si ≤ 0.25%, increase the value of the CEV by 0.01.
7.2.6 The chemical composition of steel grades for cold formability (see 7.4.2.3) shall be in conformance with the corresponding grades in Tables 1 to 5.
7.3 Mechanical properties
7.3.1 General
7.3.1.1 Under the inspection and testing conditions as specified in Clauses 8, 9 and 10 and in the delivery condition as specified in 6.3 the mechanical properties shall comply with the values given in Tables 6, 7 and 8.
Stress relieving at more than 580 °C or for over 1 h may lead to a deterioration of the mechanical properties of the steel grades. For normalized and normalized rolled flat products the maximum stress relief temperature should be 560 °C. If the purchaser intends to stress‑relief the products at higher temperatures or for longer times than mentioned above the minimum values of the mechanical properties after such a treatment should be agreed upon at the time of the order.
7.3.1.2 For flat and bar products ordered and supplied in the normalized or normalized rolled condition (delivery condition +N) the mechanical properties shall comply with the relevant tables for mechanical properties in the normalized or normalized rolled condition or after normalizing by heat treatment after delivery or after hot forming if the provisions of CEN/TR 10347 are satisfied.
Products can be susceptible to a deterioration in mechanical strength if they are subjected to incorrect heat treatment processes at higher temperatures such as flame straightening, rerolling, etc. Products in the +N delivery condition are less sensitive than other delivery conditions, but it is recommended that guidance is sought from the manufacturer if any higher temperature processing is required.
7.3.1.3 For flat products the nominal thickness applies. For long products of irregular section the nominal thickness of that part from which the samples are taken applies (Annex A).
7.3.1.4 The mechanical properties of steel grades for cold formability (7.4.2.3) shall be in conformance with the corresponding grades in Tables 6 to 8.
7.3.2 Impact properties
7.3.2.1 The impact properties, except for qualities JR, shall be verified by test at the temperature given in Table 8, unless otherwise agreed upon at the time of the order.
The impact properties of quality JR products are verified only when specified at the time of the order.
See Option 3, Clause 13, (Verification of impact properties for quality JR).
7.3.2.2 If specified at the time of the order for flat products of quality J2 and K2 out of each parent plate or coil the impact properties only or the impact properties and the tensile properties shall be verified.
See Option 13, Clause 13, (For flat products on each parent plate or coil impact properties only to be verified).
See Option 14, Clause 13, (For flat products on each parent plate or coil impact and tensile properties to be verified).
7.3.3 Improved deformation properties perpendicular to the surface
If agreed upon at the time of the order flat and long products shall comply with one of requirements specified in EN 10164.
See Option 4, Clause 13, (Deformation properties perpendicular to the surface).
7.4 Technological properties
7.4.1 Weldability
7.4.1.1 General requirements for arc welding of the steels of the qualities JR, J0, J2 and K2 shall be as given in EN 1011-2.
NOTE With increasing product thickness and strength level, cold cracking can occur. Cold cracking is caused by the following factors in combination:
- the amount of diffusible hydrogen in the weld metal;
- a brittle structure of the heat affected zone;
- significant tensile stress concentrations in the welded joint.
7.4.1.2 This document gives no information concerning the weldability of the steel grades S185, E295, E335 and E360 because the chemical composition is not specified.
7.4.2 Formability and flame straightening
7.4.2.1 General
Recommendations regarding hot forming, cold forming and flame straightening are laid down in CEN/TR 10347.
7.4.2.2 Hot forming
Only products ordered and supplied in the normalized or normalized rolled condition shall comply with the requirements of Tables 6, 7 and 8 if hot forming is carried out after delivery (see 7.3.1.2).
NOTE The products ordered and supplied in the thermomechanical rolled and as‑rolled condition are not suitable for hot forming.
7.4.2.3 Cold formability
7.4.2.3.1 General
Grades and qualities suitable for cold forming and engineering steels suitable for cold drawing shall be designated by the appropriate steel name (including symbol C or GC) or the appropriate steel number as indicated in Tables 9 to 12 (see 4.2.2).
NOTE Cold forming leads to reduction in the ductility. The recommendation given in Tables 11 and 12 are important to reduce risk of brittle fracture especially in connection with hot‑dip zinc‑coating.
7.4.2.3.2 Flangeability
If specified at the time of the order plate, sheet, strip, wide flats and flats (width < 150 mm) with a nominal thickness ≤ 30 mm shall be suitable for flanging without cracking with the minimum recommended bend radii given in Table 11. The grades and qualities to which this applies are given in Table 9.
See Option 11, Clause 13, (Flangeability without cracking).
7.4.2.3.3 Roll forming
If specified at the time of the order plate, sheet and strip with a nominal thickness ≤ 8 mm shall be suitable for the production of sections by cold rolling (for example according to EN 10162). The suitability is applicable for bend radii given in Table 12. The grades and qualities to which this applies are given in Table 9.
See Option 12, Clause 13, (Roll forming for flat products).
7.4.2.3.4 Drawing of bars
If specified at the time of the order, bars shall be suitable for cold drawing. The grades and qualities to which this applies are given in Tables 9 and 10.
See Option 22, Clause 13, (Drawing of bars).
7.4.3 Hot‑dip zinc‑coating
EN ISO 1461 should be used to specify coating requirements. EN ISO 14713‑2 provides further guidance, including information on the influence of various factors, including steel chemical composition, on the coating formation.
Option 5, Clause 13, can be used to order steels with a chemical composition required for hot‑dip zinc coating. When option 5 is implemented, the purchaser and manufacturer shall agree to a steel composition (heat analysis) of silicon and phosphorous according to either Category A (or steels satisfying the formula Si ≤ 0,03 % and Si+2,5P ≤ 0,09 %) or Category B (limited to 0,14 % ≤ Si ≤ 0,25 %) or Category D (limited to 0,25 % < Si ≤ 0,35 %) with required values as cited by the ranges given in EN ISO 14713‑2:2009, Table 1, column 2.
NOTE EN ISO 14713‑2:2009, Table 1, gives guidance on typical coating characteristics associated with certain steel compositions on the basis of the surface composition of silicon and phosphorous.
The maximum carbon equivalent shall be increased by 0,02 or by 0,01 (see 7.2.5).
In some cases steels above S460 may be sensitive to cracking during galvanizing and therefore special care should be taken.
See Option 5, Clause 13, (Chemical composition for hot dip zinc coating).
7.4.4 Machinability
All steel grades and qualities are machinable with common operations.
NOTE Due to the good ductility of qualities JR, J0, J2 and K2 problems can occur in the chip formation and in surface finish quality. Generally a higher S content improves machinability. A proper Ca treatment applicable for long products gives better machining properties (see footnote e of Table 1 and footnote c of Table 2).
See Option 27, Clause 13, (higher S‑content for better machinability).
7.5 Surface properties
7.5.1 Strip
The surface condition should not impair an application appropriate to the steel grade if adequate processing of the strip is applied.
7.5.2 Plates and wide flats
EN 10163‑1 and EN 10163‑2 shall apply for the permissible surface discontinuities and for the repair of surface defects by grinding and/or welding. Class A, subclass 1 of EN 10163‑2 shall apply, unless otherwise agreed upon at the time of the order.
See Option 15, Clause 13, (Other surface class for plates and wide flats).
7.5.3 Sections
EN 10163‑1 and EN 10163‑3 shall apply for the permissible surface discontinuities and for the repair of surface defects by grinding and/or welding. Class C, subclass 1 of EN 10163‑3 shall apply, unless otherwise agreed upon at the time of the order.
See Option 16, Clause 13, (Other surface class for sections).
7.5.4 Bars and rods
EN ISO 9443 applies for the permissible surface discontinuities and for the repair of surface defects by grinding and/or welding. Class A of EN ISO 9443 shall apply, unless otherwise agreed upon at the time of the order.
See Option 17, Clause 13, (Other surface class for bars and rods).
7.6 Internal soundness
Ultrasonic testing may be agreed upon at the time of the order and shall comply with 10.3.
See Option 6, Clause 13, (Ultrasonic testing for flat products).
See Option 7, Clause 13, (Ultrasonic testing for H beams with parallel flanges and IPE beams).
See Option 8, Clause 13, (Ultrasonic testing for bars).
7.7 Dimensions, tolerances on dimensions and shape, mass
7.7.1 Dimensions, tolerances on dimensions and shape shall be in accordance with the requirements given in the order by reference to the following standards: EN 10017, EN 10024, EN 10029, EN 10034, EN 10048, EN 10051, EN 10055, EN 10056‑1, EN 10056‑2, EN 10058, EN 10059, EN 10060, EN 10061, EN 10067, EN 10279, EN 10363 and EN 10365.
For hot rolled plate tolerances, the basic requirements shall be in accordance with EN 10029, including thickness tolerances to class A, unless otherwise agreed upon at the time of the order.
See Option 18, Clause 13, (For plates other thickness tolerance than class A).
For plates cut from continuously hot rolled strip, the thickness tolerances shall be in accordance with EN 10051, unless otherwise agreed upon at the time of the order.
See Option 34, Clause 13, (For plates cut from strip thickness tolerances according to EN 10029).
7.7.2 The nominal mass shall be determined from the nominal dimensions using a volumetric mass of 7 850 kg/m³.
8 Inspection
8.1 Type of inspection and inspection document
The products shall be delivered either with specific or non‑specific inspection and testing to indicate compliance with the order and this document. The manufacturer shall obtain from the purchaser the required inspection documents specified in EN 10204.
NOTE Some application standards, e.g. EN 1090‑2, require particular inspection documents according to EN 10204.
Unless otherwise agreed upon, steel grades of this document (except steels S185, E295, E335 and E360 and semi‑finished products) are delivered with CE marking, and they shall not only fulfil these technical delivery conditions but also the requirements of EN 10025‑1.
It can be agreed upon at the time of enquiry and order to abstain from CE‑marking, see Option 33, Clause 13, in this case, EN 10025‑1 does not apply.
See Option 33, Clause 13, (no application of CE‑marking).
In the case of specific inspection, testing shall be carried out according to the requirements of 8.3, Clauses 9 and 10.
In addition products of steel S185 shall only be submitted to non‑specific inspection and testing and only declarations/statements of compliance with the order shall be supplied when specified at the time of the order.
See Option 23, Clause 13, (Certificate of compliance for S185).
8.2 Content of inspection document
The inspection document shall include, in accordance with EN 10168, the following codes and/or information, where applicable:
| Code | Description |
|---|---|
| A | commercial transactions and parties involved; |
| B | description of products to which the inspection document applies; |
| C00‑C03 | identification of the sample, location of the sample, direction of the test pieces, test temperature; |
| C10‑C13 | shape of the test piece, yield or proof strength, tensile strength, elongation after fracture; |
| C40‑C43 | type of test piece, width of test piece, individual values, mean value; |
| C70‑C92 | steelmaking process, chemical composition; |
| D | other tests; |
| Z | validation. |
8.3 Tests to be carried out for specific inspection
8.3.1 The following tests shall be carried out:
- the heat analysis;
- the tensile test;
- for products of quality J0, J2 and K2 the impact test with thickness limitation as specified in 9.2.3.3.
8.3.2 At the time of the order the following additional tests can be agreed upon (see also Clause 13):
- a) the product analysis, see 7.2.2 and Option 2, Clause 13;
- b) for all products of quality JR the impact test, see 7.3.2.1 and Option 3, Clause 13.
9 Frequency of testing and preparation of samples and test pieces
9.1 Frequency of testing
9.1.1 Chemical analysis
The heat analysis shall be determined once per cast. If a product analysis has been agreed upon at the time of enquiry and order, the purchaser shall specify the frequency if not once per cast.
9.1.2 Mechanical tests
The verification of the mechanical properties (tensile strength, yield strength, impact energy and elongation) shall be by test unit(s) from within each cast.
For verifying the mechanical properties the following test unit shall apply:
- 60 tonnes or part thereof;
- 80 tonnes or part thereof for heavy sections with a mass > 200 kg/m;
- 80 tonnes or part thereof for all sections if the mass of the cast exceeds 200 tonnes.
The test unit shall contain products of the same form, grade and quality, delivery condition and of the same thickness range as specified in Table 6 for the yield strength.
The following samples shall be taken from one sample product of each test unit:
- one sample for tensile testing;
- one sample sufficient for one set of six impact test pieces.
9.2 Preparation of samples and test pieces
9.2.1 Selection and preparation of samples for chemical analysis
The selection and preparation of samples for product analysis shall be in accordance with EN ISO 14284.
9.2.2 Location of samples and orientation of test pieces for mechanical tests
The location of samples shall be as shown in Annex A.
In addition the samples shall be taken:
- from the thickest product in the test unit;
- from any product of the test unit for products in delivery condition +N (see 3.1, 3.4).
Additionally for plates, sheet, wide strip and wide flats the samples shall be taken so that the axes of the test pieces are approximately midway between the edge and centre line of the products.
For wide strip and rod the sample shall be taken at an adequate distance from the end of the product.
For narrow strip (<600 mm wide) the sample shall be taken at an adequate distance from the end of the coil and at one third of the width.
The preparation of samples for semi‑finished products, when the order specifies the requirement for testing the mechanical properties, in addition to chemical composition, shall be agreed upon at the time of the order.
See Option 25, Clause 13, (Sample preparation for semi‑finished products).
9.2.3 Preparation of test pieces for mechanical tests
9.2.3.1 General
The requirements of EN ISO 377 shall apply.
9.2.3.2 Preparation of tensile test pieces
The requirements of EN ISO 6892‑1 shall apply.
For flat products of nominal thickness > 30 mm a round test piece may be used with the longitudinal axis at ¼ thickness if a testing machine with an adequate capacity is not available. In case of doubt or dispute, results on full thickness of the product will prevail.
NOTE For bars round test pieces are commonly used but other forms are not prohibited (see EN ISO 6892‑1).
9.2.3.3 Preparation of impact test pieces
V‑notch test pieces shall be machined and prepared in accordance with EN ISO 148‑1. In addition, the following requirements apply:
- a) flat products and sections:
- for nominal thicknesses > 12 mm, standard 10 mm × 10 mm test pieces shall be machined in such a way that one side is not further away than 2 mm from a rolled surface;
- for nominal thicknesses ≤ 12 mm, when test pieces with reduced widths are used, the largest width possible has to be chosen;
- for nominal thickness < 6 mm no impact tests are required;
- b) bars and rod:
- for nominal diameter ≥ 16 mm (round cross section) or nominal thickness ≥ 12 mm (rectangular cross section), standard 10 mm × 10 mm test pieces shall be machined;
- for nominal diameter < 16 mm (round cross section) or nominal thickness < 12 mm (rectangular cross section) no impact tests are required.
9.3 Identification of samples and test pieces
Samples and test pieces shall be marked so that the original products and their location and orientation in the product are known.
10 Test methods
10.1 Chemical analysis
Test methods shall be in accordance with EN 10315, EN ISO 15350 or CR 10320 depending on the elements to be analysed and their content. The choice of a suitable physical or chemical analytical method for the analysis shall be at the discretion of the manufacturer. In case of dispute, the method used shall be agreed upon taking into account CEN/TR 10261.
For the heat analysis the manufacturer shall report values of all elements defined in Tables 1 or 2 for the steel grade concerned for each cast as well as of the elements for determining the carbon equivalent value.
For the product analysis, if not otherwise agreed upon, the manufacturer shall report values of all elements defined in Tables 3 or 4 for the steel grade concerned, see Option 2, Clause 13.
10.2 Mechanical tests
10.2.1 Tensile test
The tensile test shall be carried out in accordance with EN ISO 6892‑1. The manufacturer may choose between method A or B specified in EN ISO 6892‑1 for the tensile test.
For the specified yield strength the upper yield strength (\(R_{eH}\)) shall be determined.
If a yield phenomenon is not present, the 0,2 % proof strength (\(R_{p0,2}\)) shall be determined.
Test pieces may be non‑proportional but in cases of dispute proportional test pieces having a gauge length \(L_0 = 5,65 \sqrt{S_0}\) shall be used.
For flat products with a nominal thickness < 3 mm the test pieces shall always have a gauge length \(L_0 = 80 \, \text{mm}\) and a width of 20 mm (test piece number 2 EN ISO 6892‑1:2016, Annex B).
For normal testing, for reasons of economy, test pieces of a constant measuring length may be used provided the result obtained for elongation after fracture is converted by the formula in EN ISO 2566‑1.
10.2.2 Impact test
The impact test shall be carried out in accordance with EN ISO 148‑1 on V‑notch specimen using 2 mm striker.
The average value of the three test results shall meet the specified requirement. One individual value may be below the minimum average value specified, provided that it is not less than 70 % of that value.
Three additional test pieces shall be taken from the same sample in accordance with 9.1.2 and tested in any one of the following cases:
- if the average of three impact values is lower than the minimum average value specified;
- if the average value meets the specified requirement, but two individual values are lower than the minimum average value specified;
- if any one value is lower than 70 % of the minimum average value specified.
The average value of the six tests shall not be less than the minimum average value specified. Not more than two of the individual values may be lower than the minimum average value specified and not more than one may be lower than 70 % of this value.
10.3 Ultrasonic testing
If specified at the time of the order (see 7.6), ultrasonic testing shall be carried out:
- for flat products in nominal thicknesses ≥ 6 mm, except for hot rolled strip and plate cut from strip in accordance with EN 10160;
- for H beams with parallel flanges and IPE beams in accordance with EN 10306;
- for bars in accordance with EN 10308.
10.4 Retests
The retests shall be in accordance with EN 10021.
In the case of strip and rod, retests on a rejected coil shall be carried out after the cutting of an additional longitudinal section of sufficient length to remove the coil end effect with a maximum of 20 m.
11 Marking, labelling, packaging
11.1 The products shall be legibly marked using methods such as painting, stamping, laser marking, bar coding, durable adhesive labels or attached tags with the following:
- the grade, the quality and if applicable the delivery condition indicated by its abridged designation;
- a number by which the cast and if applicable the sample can be identified;
- the manufacturer’s name or trademark.
The type of marking may be specified at the time of the order.
See Option 10, Clause 13 (special type of marking).
NOTE 1 Where the option for hot dip galvanizing is chosen (see Clause 13) the marking methods and materials used can be agreed upon in order to avoid interference with preparation for hot dip galvanizing (see EN ISO 14713‑2).
The mark of the external inspection representative may be marked (where applicable).
NOTE 2 This depends on the type of inspection document (see 8.1).
11.2 Marking shall be at a position close to one end of each product or on the end cut face at the manufacturer’s discretion.
11.3 Where products are supplied in securely tied bundles the marking shall be on a label attached to the bundle or on the top product of the bundle.
12 Complaints
Any complaints shall be dealt with in accordance with EN 10021.
13 Options
A list of options for parts 2 to 6 is given in Annex B for information. The following options (see 5.2) apply for this part:
- 1. The steel making process of the relevant quality shall be indicated (see 6.1).
- 2. Product analysis shall be carried out; the number of samples shall be as agreed upon (see 7.2.2 and 9.1.1).
- 3. The impact properties of quality JR shall be verified (see 7.3.2.1 and 8.3.2).
- 4. Products shall comply with one of the improved properties perpendicular to the surface of EN 10164 (see 7.3.3).
- 5. The product shall have a chemical composition required for hot‑dip zinc coating (see 7.4.3).
- 6. For flat products in nominal thickness ≥ 6 mm, except for hot rolled strip and plate cut from strip, the freedom from internal defects shall be verified in accordance with EN 10160 (see 7.6 and 10.3).
- 7. For H beams with parallel flanges and IPE beams the freedom from internal defects shall be verified in accordance with EN 10306 (see 7.6 and 10.3).
- 8. For bars the freedom from internal defects shall be verified in accordance with EN 10308 (see 7.6 and 10.3).
- 10. The type of marking required (see Clause 11).
- 11. Sheet, plate, strip, wide flats and flats (width < 150 mm) with a nominal thickness ≤ 30 mm shall be suitable for flanging without cracking (see 7.4.2.3.2).
- 12. Plate, sheet and strip with nominal thickness ≤ 8 mm shall be suitable for the production of sections by cold rolling with bend radii given in Table 12 (see 7.4.2.3.3).
- 13. For flat products of quality J2 and K2 out of each parent plate or coil the impact properties only shall be verified (see 7.3.2.2).
- 14. For flat products of quality J2 and K2 out of each parent plate or coil the impact properties and the tensile properties shall be verified (see 7.3.2.2).
- 15. For plates and wide flats the permissible surface discontinuities and for the repair of surface defects by grinding and/or welding another class than class A, subclass 1 of EN 10163‑2 applies (see 7.5.2).
- 16. For sections the permissible surface discontinuities and for the repair of surface defects by grinding and/or welding another class than class C, subclass 1 of EN 10163‑3 applies (see 7.5.3).
- 17. For bars and rods the permissible surface discontinuities and for the repair of surface defects by grinding and/or welding another class than class A of EN ISO 9443 applies (see 7.5.4).
- 18. For hot rolled plates other tolerances than class A of EN 10029 apply (see 7.7.1).
- 19. For long products and hot rolled strip the delivery condition +AR, +N or +M, for quarto plates the delivery condition +AR or +N is required (see 6.3).
- 20. A copper content between 0,25 % and 0,40 % on heat analysis and between 0,20 % and 0,45 % on product analysis for all S235, S275 and S355 qualities is required (see 7.2.4).
- 22. Bars shall be suitable for cold drawing (see 7.4.2.3.4).
- 23. A certificate of compliance with the order shall be supplied for the grade S185 (see 8.1).
- 25. For semi‑finished products, the preparation of samples shall be agreed upon, when the order specifies the requirement for testing the mechanical properties, in addition to chemical composition (see 9.2.2).
- 26. The limitation of the maximum carbon content shall be provided for sections with nominal thickness > 100 mm (see Tables 1 and 3).
- 27. For long products the max. S content can be increased for improved machinability by 0,015 % if the steel is treated to modify the sulphide morphology and the chemical composition shows min. 0,002 0 % Ca (see Tables 1 to 4).
- 28. The minimum impact values shall be provided for sections with a nominal thickness > 100 mm (see Table 8).
- 33. No application of CE‑marking according to EN 10025‑1, and no application of assessment and verification of constancy of performance according to EN 10025‑1, for products, which are not covered by the Construction Product Regulation.
- 34. For plates cut from continuously hot rolled strip thickness tolerances according to EN 10029 apply (see 7.7.1).
| Designation | Method of deoxidation b | C in % max. for nominal product thickness in mm |
Si % max. | Mn % max. | P % max. d | S % max. d e | N % max. f | Cu % max. | Other % max. g l | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Steel name | Steel number | ≤ 16 | > 16 ≤ 40 | > 40 c | |||||||||
| S235JR | 1.0038 | FN | 0,17 | 0,17 | 0,20 | - | 1,40 | 0,035 | 0,035 | 0,012 | 0,55 | - | |
| S235J0 | 1.0114 | FN | 0,17 | 0,17 | 0,17 | - | 1,40 | 0,030 | 0,030 | 0,012 | 0,55 | - | |
| S235J2 | 1.0117 | FF | 0,17 | 0,17 | 0,17 | - | 1,40 | 0,025 | 0,025 | - | 0,55 | - | |
| S275JR | 1.0044 | FN | 0,21 | 0,21 | 0,22 | - | 1,50 | 0,035 | 0,035 | 0,012 | 0,55 | - | |
| S275J0 | 1.0143 | FN | 0,18 | 0,18 | 0,18 h | - | 1,50 | 0,030 | 0,030 | 0,012 | 0,55 | - | |
| S275J2 | 1.0145 | FF | 0,18 | 0,18 | 0,18 h | - | 1,50 | 0,025 | 0,025 | - | 0,55 | - | |
| S355JR | 1.0045 | FN | 0,24 | 0,24 | 0,24 | 0,55 | 1,60 | 0,035 | 0,035 | 0,012 | 0,55 | - | |
| S355J0 | 1.0553 | FN | 0,20 | 0,20 i | 0,22 | 0,55 | 1,60 | 0,030 | 0,030 | 0,012 | 0,55 | - | |
| S355J2 | 1.0577 | FF | 0,20 | 0,20 i | 0,22 | 0,55 | 1,60 | 0,025 | 0,025 | - | 0,55 | - | |
| S355K2 | 1.0596 | FF | 0,20 | 0,20 i | 0,22 | 0,55 | 1,60 | 0,025 | 0,025 | - | 0,55 | - | |
| S460JR j | 1.0507 | FF | 0,20 | 0,20 i | 0,22 | 0,55 | 1,70 | 0,030 | 0,030 | 0,025 | 0,55 | k | |
| S460J0 j | 1.0538 | FF | |||||||||||
| S460J2 j | 1.0552 | FF | k | ||||||||||
| S460K2 j | 1.0581 | FF | |||||||||||
| S500J0 j | 1.0502 | FF | 0,20 | 0,20 | 0,22 | 0,55 | 1,70 | 0,030 | 0,030 | 0,025 | 0,55 | k | |
|
a See 7.2. b FN = rimming steels not permitted; FF = fully killed steel (see 6.2). c For sections with nominal thickness > 100 mm the C content by agreement, see Option 26, Clause 13. d For long products the P and S content can be 0,005 % higher. e For long products the max. S content can be increased for improved machinability by 0,015 % by agreement if the steel is treated to modify the sulphide morphology and the chemical composition shows min. 0,002 0 % Ca, see Option 27, Clause 13. f The max. value for nitrogen does not apply if the chemical composition shows a minimum total Al content of 0,020 % or alternatively min. 0,015 % acid soluble Al or if sufficient other N binding elements are present. In this case the N binding elements shall be mentioned in the inspection document. g If other elements are added, they shall be mentioned in the inspection document. h For nominal thickness > 150 mm: C = 0,20 % max. i For nominal thickness > 30 mm: C = 0,22 % max. j Applicable for long products only. k The steel may show a Nb content of max. 0,05 %, a V content of max. 0,13 % and a Ti content of max. 0,05 %. l For elements Ni, Cr and Mo the maximum value (%) is limited to Ni = 0,42; Cr = 0,29 and Mo = 0,11. |
|||||||||||||
| Designation | Method of deoxidation b | P % max. | S % max. c | N % max. d | |
|---|---|---|---|---|---|
| Steel name | Steel number | ||||
| S185 | 1.0035 | opt. | - | - | - |
| E295 | 1.0050 | FN | 0,045 | 0,045 | 0,012 |
| E335 | 1.0060 | FN | 0,045 | 0,045 | 0,012 |
| E360 | 1.0070 | FN | 0,045 | 0,045 | 0,012 |
|
a See 7.2. b opt. = method at the manufacturer's discretion; FN = rimming steels not permitted (see 6.2). c For long products the max. S content can be increased for improved machinability by 0,010 % by agreement if the steel is treated to modify the sulphide morphology and the chemical composition shows min. 0,002 0 % Ca. See Option 27, Clause 13. d The max. value for nitrogen does not apply if the chemical composition shows a minimum total Al content of 0,020 % or if sufficient other N binding elements are present. In this case the N binding elements shall be mentioned in the inspection document. |
|||||
| Designation | Method of deoxidation b | C in % max. for nominal product thickness in mm |
Si % max. | Mn % max. | P % max. d | S % max. d e | N % max. f | Cu % max. | Other % max. g l | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Steel name | Steel number | ≤ 16 | > 16 ≤ 40 | > 40 c | |||||||||
| S235JR | 1.0038 | FN | 0,19 | 0,19 | 0,23 | - | 1,50 | 0,045 | 0,045 | 0,014 | 0,60 | - | |
| S235J0 | 1.0114 | FN | 0,19 | 0,19 | 0,19 | - | 1,50 | 0,040 | 0,040 | 0,014 | 0,60 | - | |
| S235J2 | 1.0117 | FF | 0,19 | 0,19 | 0,19 | - | 1,50 | 0,035 | 0,035 | - | 0,60 | - | |
| S275JR | 1.0044 | FN | 0,24 | 0,24 | 0,25 | - | 1,60 | 0,045 | 0,045 | 0,014 | 0,60 | - | |
| S275J0 | 1.0143 | FN | 0,21 | 0,21 | 0,21 h | - | 1,60 | 0,040 | 0,040 | 0,014 | 0,60 | - | |
| S275J2 | 1.0145 | FF | 0,21 | 0,21 | 0,21 h | - | 1,60 | 0,035 | 0,035 | - | 0,60 | - | |
| S355JR | 1.0045 | FN | 0,27 | 0,27 | 0,27 | 0,60 | 1,70 | 0,045 | 0,045 | 0,014 | 0,60 | - | |
| S355J0 | 1.0553 | FN | 0,23 | 0,23 i | 0,24 | 0,60 | 1,70 | 0,040 | 0,040 | 0,014 | 0,60 | - | |
| S355J2 | 1.0577 | FF | 0,23 | 0,23 i | 0,24 | 0,60 | 1,70 | 0,035 | 0,035 | - | 0,60 | - | |
| S355K2 | 1.0596 | FF | 0,23 | 0,23 i | 0,24 | 0,60 | 1,70 | 0,035 | 0,035 | - | 0,60 | - | |
| S460JR j | 1.0507 | FF | 0,23 | 0,23 i | 0,24 | 0,60 | 1,80 | 0,040 | 0,040 | 0,027 | 0,60 | k | |
| S460J0 j | 1.0538 | FF | |||||||||||
| S460J2 j | 1.0552 | FF | k | ||||||||||
| S460K2 j | 1.0581 | FF | |||||||||||
| S500J0 j | 1.0502 | FF | 0,23 | 0,23 | 0,24 | 0,60 | 1,80 | 0,040 | 0,040 | 0,027 | 0,60 | k | |
|
a See 7.2. b FN = rimming steels not permitted; FF = fully killed steel (see 6.2). c For sections with nominal thickness > 100 mm the C content by agreement. See Option 26, Clause 13. d For long products the P and S content can be 0,005 % higher. e For long products the max. S content can be increased for improved machinability by 0,015 % by agreement if the steel is treated to modify the sulphide morphology and the chemical composition shows min. 0,002 0 % Ca. See Option 27, Clause 13. f The max. value for nitrogen does not apply if the chemical composition shows a minimum total Al content of 0,015 % or alternatively min. 0,013 % acid soluble Al or if sufficient other N binding elements are present. In this case the N binding elements shall be mentioned in the inspection document. g If other elements are added, they shall be mentioned in the inspection document. h For nominal thickness > 150 mm: C = 0,22 % max. i For nominal thickness > 30 mm: C = 0,24 % max. j Applicable for long products only. k The steel may show a Nb content of max. 0,06 %, a V content of max. 0,15 % and a Ti content of max. 0,06 %. l For elements Ni, Cr and Mo the maximum value (%) is limited to Ni = 0,47; Cr = 0,34 and Mo = 0,14. |
|||||||||||||
| Designation | Method of deoxidation b | P % max.P % max. | S % max. c | N % max. d | |
|---|---|---|---|---|---|
| Steel name | Steel number | ||||
| S185 | 1.0035 | opt. | - | - | - |
| E295 | 1.0050 | FN | 0,055 | 0,055 | 0,014 |
| E335 | 1.0060 | FN | 0,055 | 0,055 | 0,014 |
| E360 | 1.0070 | FN | 0,055 | 0,055 | 0,014 |
|
a See 7.2. b opt. = method at the manufacturer's discretion; FN = rimming steels not permitted (see 6.2). c For long products the max. S content can be increased for improved machinability by 0,010 % by agreement if the steel is treated to modify the sulphide morphology and the chemical composition shows min. 0,002 0 % Ca. See Option 27, Clause 13. d The max. value for nitrogen does not apply if the chemical composition shows a minimum total Al content of 0,015 % or if sufficient other N binding elements are present. In this case the N binding elements shall be mentioned in the inspection document. |
|||||
| Designation | Maximum CEV in % for nominal product thickness in mm | |||||
|---|---|---|---|---|---|---|
| Steel name | Steel number | ≤ 30 | > 30 ≤ 40 | > 40 ≤ 150 | > 150 ≤ 250 | > 250 ≤ 400 |
| S235JR | 1.0038 | 0,35 | 0,35 | 0,38 | 0,40 | 0,40 |
| S235J0 | 1.0114 | |||||
| S235J2 | 1.0117 | |||||
| S275JR | 1.0044 | 0,40 | 0,40 | 0,42 | 0,44 | 0,44 |
| S275J0 | 1.0143 | |||||
| S275J2 | 1.0145 | |||||
| S355JR | 1.0045 | 0,45 | 0,47 | 0,47 | 0,49 b | 0,49 |
| S355J0 | 1.0553 | |||||
| S355J2 | 1.0577 | |||||
| S355K2 | 1.0596 | |||||
| S460JR c | 1.0507 | 0,47 | 0,49 | 0,49 | - | - |
| S460J0 c | 1.0538 | |||||
| S460J2 c | 1.0552 | |||||
| S460K2 c | 1.0581 | |||||
| S500J0 c | 1.0502 | 0,49 | 0,49 | 0,49 | - | - |
|
a Max. CEV is increased for Option 20, see 7.2.4, and Option 5, see 7.4.3. b For long products a maximum CEV of 0,54 applies. c Applicable for long products only. |
||||||
| Designation | Suitability for | |||
|---|---|---|---|---|
| Steel name | Steel number | Cold flanging | Cold roll forming | Cold drawing |
| S235JRC | 1.0122 | x | x | x |
| S235J0C | 1.0115 | x | x | x |
| S235J2C | 1.0119 | x | x | x |
| S275JRC | 1.0128 | x | x | x |
| S275J0C | 1.0140 | x | x | x |
| S275J2C | 1.0142 | x | x | x |
| S355JRC | 1.0551 | - | - | x |
| S355J0C | 1.0554 | x | x | x |
| S355J2C | 1.0579 | x | x | x |
| S355K2C | 1.0594 | x | x | x |
| Designation | Suitability for cold drawing | |
|---|---|---|
| Steel name | Steel number | |
| E295GC | 1.0533 | x |
| E335GC | 1.0543 | x |
| E360GC | 1.0633 | x |
| Designation | Bending direction a | Minimum recommended inside bend radius b for nominal thicknesses in mm | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Steel name | Steel number | > 1 ≤ 1,5 | > 1,5 ≤ 2,5 | > 2,5 ≤ 3 | > 3 ≤ 4 | > 4 ≤ 5 | > 5 ≤ 6 | > 6 ≤ 7 | > 7 ≤ 8 | > 8 ≤ 10 | > 10 ≤ 12 | > 12 ≤ 14 | > 14 ≤ 16 | > 16 ≤ 18 | > 18 ≤ 20 | > 20 ≤ 25 | > 25 ≤ 30 | |
| S235JRC | 1.0122 | t l |
1,6 1,6 |
2,5 2,5 |
3 3 |
5 6 |
6 8 |
8 10 |
10 12 |
12 16 |
16 20 |
20 25 |
25 28 |
28 32 |
36 40 |
40 45 |
50 55 |
60 70 |
| S235J0C | 1.0115 | |||||||||||||||||
| S235J2C | 1.0119 | |||||||||||||||||
| S275JRC | 1.0128 | t l |
2 2 |
3 3 |
4 4 |
5 6 |
8 10 |
10 12 |
12 16 |
16 20 |
20 25 |
25 32 |
28 36 |
32 40 |
40 45 |
45 50 |
55 60 |
70 75 |
| S275J0C | 1.0140 | |||||||||||||||||
| S275J2C | 1.0142 | |||||||||||||||||
| S355J0C | 1.0554 | t l |
2,5 2,5 |
4 4 |
5 5 |
6 8 |
8 10 |
10 12 |
12 16 |
16 20 |
20 25 |
25 32 |
32 36 |
36 40 |
45 50 |
50 63 |
65 75 |
80 90 |
| S355J2C | 1.0579 | |||||||||||||||||
| S355K2C | 1.0594 | |||||||||||||||||
|
a t: transverse to the rolling direction. l: parallel to the rolling direction. b The values are applicable for bend angles ≤ 90°. |
||||||||||||||||||
| Designation | Minimum recommended inside bend radii a for nominal thicknesses (t) in mm | |||
|---|---|---|---|---|
| Steel name | Steel number | t ≤ 4 | 4 < t ≤ 6 | 6 < t ≤ 8 |
| S235JRC | 1.0122 | 1 t | 1 t | 1,5 t |
| S235J0C | 1.0115 | 1 t | 1 t | 1,5 t |
| S235J2C | 1.0119 | 1 t | 1 t | 1,5 t |
| S275JRC | 1.0128 | 1 t | 1 t | 1,5 t |
| S275J0C | 1.0140 | 1 t | 1 t | 1,5 t |
| S275J2C | 1.0142 | 1 t | 1 t | 1,5 t |
| S355J0C | 1.0554 | 1 t | 1,5 t | 1,5 t |
| S355J2C | 1.0579 | 1 t | 1,5 t | 1,5 t |
| S355K2C | 1.0594 | 1 t | 1,5 t | 1,5 t |
| a The values are applicable for bend angles ≤ 90°. | ||||
Annex A (normative) Location of samples and test pieces
The following three categories of products are covered: sections (beams, channels, angles, T sections and Z sections) (Figure A.1); bars and rod (Figure A.2); flat products (Figure A.3).
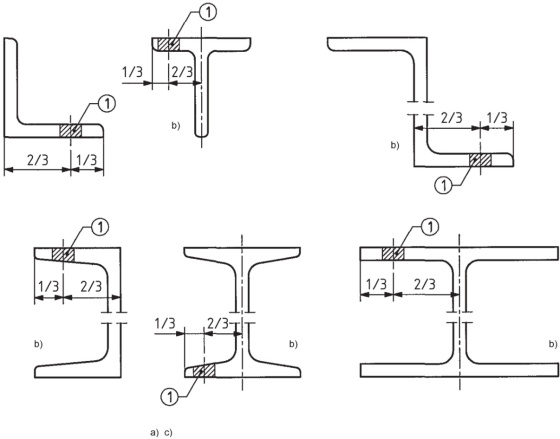
Figure A.1 — Beams, channels, angles, T sections and Z sections
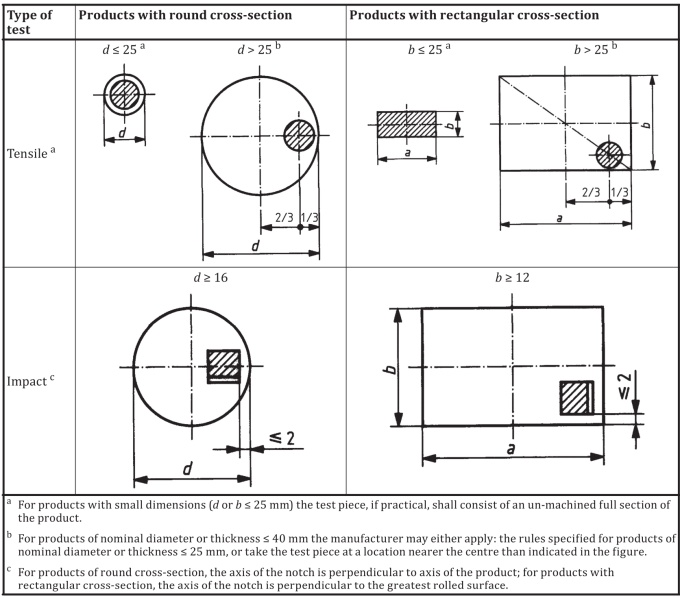
Figure A.2 — Bars and rod
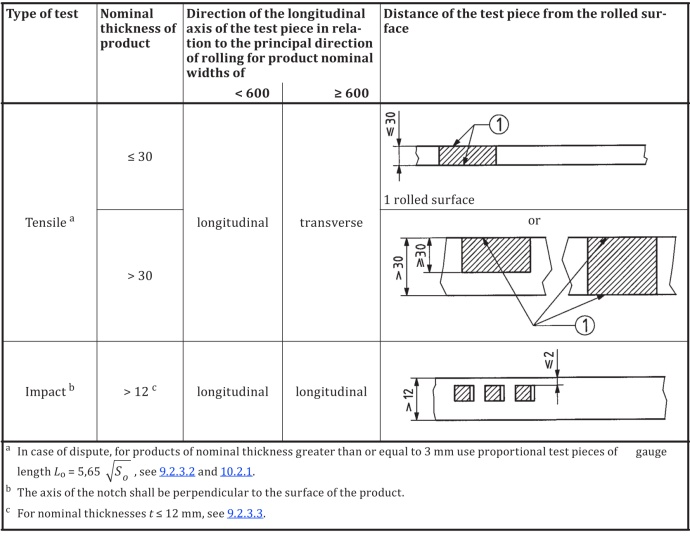
Figure A.3 — Flat products
The key and tables in the figures are fully described in the standard.
Annex B (informative)
List of Options of EN 10025-2 to -6
| Number of Option | Options | Part 2 | Part 3 | Part 4 | Part 5 | Part 6 |
|---|---|---|---|---|---|---|
| 1 | Details of manufacturing process | x | x | x | x | x |
| 2 | Product analysis | x | x | x | x | x |
| 3 | Verification of impact properties Part 2: for qualities JR Part 5: for qualities S355 class WP |
x | - | - | x | x |
| 4 | Deformation properties perpendicular to the surface | x | x | x | x | x |
| 5 | Chemical composition for hot dip zinc coating | x | x | x | - | x |
| 6 | Ultrasonic testing for flat products | x | x | x | x | x |
| 7 | Ultrasonic testing for sections | x | x | x | x | - |
| 8 | Ultrasonic testing for bars | x | x | x | x | x |
| 9 | - | - | - | - | - | - |
| 10 | Special type of marking | x | x | x | x | x |
| 11 | Flangeability without cracking Part 2: nominal thickness ≤ 30 mm Part 3: nominal thickness ≤ 16 mm Part 4: nominal thickness ≤ 12 mm Part 5: nominal thickness ≤ 20 mm Part 6: nominal thickness ≤ 16 mm |
x | x | x | x | x |
| 12 | Roll forming of flat products | x | x | x | - | - |
| 13 | For flat products out of each parent plate or coil impact properties only to be verified. Part 2: for qualities J2 and K2 Part 3 and 4: for all qualities Part 5: for qualities J2, J4, J5 and K2 Part 6: for each heat treatment unit and for all qualities |
x | x | x | x | x |
| 14 | For flat products out of each parent plate or coil impact and tensile properties to be verified. Part 2: for qualities J2 and K2 Part 3 and 4: for all qualities Part 5: for qualities J2, J4, J5 and K2 Part 6: for each heat treatment unit and for all qualities |
x | x | x | x | x |
| 15 | Other surface class for plates and wide flats | x | x | x | x | x |
| 16 | Other surface class for sections | x | x | x | x | - |
| 17 | Other surface class for bars and rods | x | x | x | x | - |
| 18 | For plates other thickness tolerance than class A (EN 10029) | x | x | x | x | x |
| 19 | Special delivery condition: Part 2: +AR, +N or +M for long products and strip, +AR, +N for quarto plates Part 5: +AR, +N, +M |
x | - | - | X | - |
| 20 | Cu alloyed | x | - | - | - | - |
| 21 | - | - | - | - | - | - |
| 22 | Drawing of bars | x | - | - | - | - |
| 23 | Certificate of compliance for S185 | x | - | - | - | - |
| 24 | Agreement on another impact test temperature | - | x | x | - | x |
| 25 | Sample preparation for semi-finished products | x | - | - | - | - |
| 26 | Max. Carbon for sections thickness > 100 mm | x | - | - | - | - |
| 27 | Higher S-content for better machinability | x | - | - | - | - |
| 28 | Min. impact values for sections thickness > 100 mm | x | - | - | - | - |
| 29 | - | - | - | - | - | - |
| 30 | Impact properties verified on transverse test pieces | - | x | x | - | x |
| 31 | Die stamping not allowed or at special position | - | x | x | - | x |
| 32 | Max. S-content | - | x | x | - | - |
| 33 | No application of CE-marking | x | x | x | x | x |
| 34 | For plates cut from strip thickness tolerances according to EN 10029 | x | x | x | x | x |
Bibliography
[1] EN 1090-2, Execution of steel structures and aluminium structures - Part 2: Technical requirements for steel structures
[2] EN 1993-1-10, Eurocode 3: Design of steel structures - Part 1-10: Material toughness and through-thickness properties
[3] EN 10162, Cold rolled steel sections - Technical delivery conditions - Dimensional and cross-sectional tolerances
[4] CEN/TR 10261, Iron and steel - European standards for the determination of chemical composition
[5] EN ISO 1461, Hot dip galvanized coatings on fabricated iron and steel articles - Specifications and test methods (ISO 1461)
扫码下载
随时随地查询现货



