EH36极地级高强度船板:从-40℃超低温韧性设计到深海装备与极地航行的全方位指南
在全球海洋工程向深远海拓展与极地航线开发加速的背景下,船体结构用钢的低温韧性与强度等级的协同优化成为保障海洋装备安全的核心要素。EH36作为国际通用的高强度船体结构用钢中的E级代表牌号,凭借其≥355 MPa级的屈服强度、-40℃卓越的低温冲击韧性以及全球主流船级社的权威认证,已成为极地航行船舶、深海油气平台、大型集装箱船及海上风电等高端海洋工程装备制造领域的战略级核心材料之一。
该钢种属于ASTM A131/GB/T 712标准体系,其命名中的“E”代表E级质量等级(-40℃冲击韧性),是该系列中低温韧性等级最高的牌号之一。本文将站在金属材料专家的视角,从牌号解码、化学成分设计、力学性能特征、先进焊接工艺及典型工程应用等多个维度,对EH36钢板进行系统性深度剖析。
EH36的身份溯源与标准体系
1. 牌号解读与标准定位
EH36遵循ASTM A131/A131M《船舶用结构钢》及GB/T 712-2011《船舶及海洋工程用结构钢》标准,其牌号编码蕴含着清晰的工程含义:
-
E:代表质量等级为E级,对应-40℃的冲击试验温度,是该钢种区别于AH36(0℃冲击)、DH36(-20℃冲击)的核心标识,使其能够胜任北极航线、南极科考及深海工程等极端环境的海域需求。
-
H:代表高强度(High-strength),是该钢种区别于普通强度船体结构钢(屈服强度≥235MPa)的核心标识。
-
36:代表最小屈服强度级别为355 MPa(51 ksi),是船体结构强度设计的核心依据。
该钢种已通过中国CCS、美国ABS、英国LR、法国BV、挪威DNV、德国GL、意大利RINA、日本NK、韩国KR等全球主流船级社的认证,是国际造船与海工领域认可度最高的极地级船用钢板。
2. 质量等级对比——EH36的核心优势
船体结构用高强度钢按冲击温度分为四个质量等级
| 质量等级 | 冲击温度 | 屈服强度 | 适用场景 |
|---|---|---|---|
| AH36 | 0℃ | ≥355 MPa | 温带海域、一般船舶 |
| DH36 | -20℃ | ≥355 MPa | 高纬度寒冷海域 |
| EH36 | -40℃ | ≥355 MPa | 极地航线、深海工程 |
| FH36 | -60℃ | ≥355 MPa | 极端极寒环境 |
EH36的-40℃冲击韧性保证使其成为极地航行船舶、深海油气平台及高端海工装备的标准选材。
化学成分的精密设计与冶金逻辑
EH36的精髓在于通过“超低碳高锰+微合金化”的复合设计,在355MPa级强度、-40℃超低温韧性和焊接性之间实现精妙平衡。
1. 核心合金元素的设计考量
依据ASTM A131及GB/T 712标准要求,EH36的熔炼分析化学成分控制如下:
碳(C):≤0.18%
碳是保证基体强度的基础元素,但在EH36中被严格控制在0.18%以下的超低碳水平。与AH/DH36相比,E级船板对碳含量的控制更为严格,这一设计的核心目的是降低焊接冷裂纹敏感性并确保-40℃超低温韧性。
硅(Si):≤0.50%
硅在炼钢过程中作为脱氧剂使用,同时对铁素体具有一定的固溶强化作用。
锰(Mn):0.90%~1.60%
锰是EH36中最重要的固溶强化元素,其含量处于较高水平。锰的作用体现在三个方面:一是通过固溶强化提升基体强度;二是显著提高淬透性,确保TMCP处理后获得均匀组织;三是与硫结合形成MnS夹杂物,降低硫的有害作用。
磷(P)与硫(S)——极地韧性的决定性因素
EH36对有害杂质的控制极为严格:磷≤0.025%、硫≤0.025%。与AH/DH36相比,E级船板的磷硫上限显著收紧。这是因为磷是典型的低温脆化元素——每增加0.01%的磷,韧脆转变温度约升高7℃。极低的硫含量是保障焊接性能和-40℃冲击韧性的关键。
微合金化元素——细晶强化的核心
EH36通过添加微合金元素实现晶粒细化和析出强化:
-
铌(Nb):0.02%~0.05%——形成Nb(C,N)弥散析出,抑制奥氏体再结晶,细化晶粒,是该钢种细晶强化的核心元素。
-
钒(V):0.05%~0.10%——在铁素体区析出V(C,N),产生沉淀强化效应,补偿因低碳损失的部分强度。
-
钛(Ti):≤0.02%——形成TiN颗粒,在焊接热循环过程中钉扎晶界、抑制HAZ晶粒粗化。
-
铝(Als):≥0.015%——作为脱氧剂和晶粒细化元素。
残余元素控制
镍(Ni)≤0.40%、铬(Cr)≤0.20%、钼(Mo)≤0.08%、铜(Cu)≤0.35%。这些残余元素的严格控制确保了钢质的纯净度和-40℃低温韧性的稳定性。
2. 碳当量评估——焊接性的定量表征
EH36的碳当量(CEV)按国际焊接学会(IIW)公式计算:
CEV = C + Mn/6 + (Cr+Mo+V)/5 + (Cu+Ni)/15
标准要求CEV≤0.38%(厚度≤50mm),特厚板允许放宽至0.40%。这一碳当量水平意味着EH36具有淬硬倾向小、冷裂纹敏感性低的特点,配合合适的预热措施可确保焊接质量。
力学性能特征
EH36的力学性能是其核心竞争力所在,经TMCP或正火处理后表现突出。厚度覆盖范围为6-100mm,部分企业可扩展至150mm以上。
1. 室温拉伸性能
基于ASTM A131标准要求,EH36的力学性能指标如下:
屈服强度(ReH/Rp0.2) :≥355 MPa(51 ksi)
这是EH36最核心的强度指标。生产实测屈服强度可达370-400MPa,安全裕度充足。
抗拉强度(Rm) :490-630 MPa(71-91 ksi)
宽泛而稳定的抗拉范围确保了船体结构的安全裕度。
断后伸长率:标距200mm时≥19%,标距50mm时≥22%
对于屈服强度355MPa级的钢材而言,这一伸长率指标体现了良好的塑性储备,确保结构在极限载荷下具有足够的变形能力。
2. -40℃超低温冲击韧性——EH36的核心优势
EH36最显著的特征是其-40℃的冲击韧性保证,这是其区别于AH36(0℃)和DH36(-20℃)的本质特:
-
试验温度:-40℃
-
纵向冲击吸收功(KV2) :根据厚度不同,要求34-47J(平均值)
-
横向冲击吸收功:24-31J(平均值)
实测数据表明,优质EH36钢板的-40℃冲击功可达100J以上。这一超低温韧性保证使其成为极地航行船舶和深海工程的“安全底线”材料。
3. Z向性能——抗层状撕裂能力
对于深海平台导管架、风电塔架法兰等有厚度方向受力要求的应用,EH36可附加Z向性能等级:
-
Z15:断面收缩率≥15%
-
Z25:断面收缩率≥25%
-
Z35:断面收缩率≥35%
通过钙处理技术,将长条状MnS夹杂物变性为球状CaS,可显著提升Z向性能和抗层状撕裂能力。河南钢铁周口基地2025年开发的100mm厚EH36Z35钢板已通过三大船级社认证并批量交付。 先进生产工艺与技术突破
1. 交货状态选择
EH36钢板可根据厚度和性能要求,选择不同的交货状态:
-
TMCP(热机械控制轧制) :适用于对焊接性和低温韧性有较高要求的应用,是目前的主流工艺路线
-
正火轧制(NR) :适用于中厚板,组织均匀、性能稳定
2. 100mm特厚板EH36Z35国产化突破(2025年)
2025年,河南钢铁周口基地自主研发的100毫米厚EH36Z35高强船板以TMCP交货状态顺利通过中国CCS、韩国KR、法国BV三大国际船级社的联合认证,并进入批量生产与交付阶段。
该产品具备三大核心特性:
-
-40℃超低温冲击韧性:可在极地航行船舶、深海作业平台等极端低温环境中保持稳定力学性能
-
Z35级抗层状撕裂性能:从容应对海洋工程结构在复杂受力下的层间开裂问题
-
100mm特厚规格:适用于深海油气平台导管架主立柱、裙桩套筒等关键承力结构
这一突破标志着国内EH36钢板生产技术已达到国际先进水平,成功跻身国内少数具备该规格产品稳定供应能力的企业行列。
3. 洁净钢冶炼技术
EH36采用转炉-LF精炼-RH真空处理的联合工艺路线:
-
LF精炼:精确控制合金元素含量,通过钙处理将MnS夹杂物转变为球状CaS
-
RH真空脱气:将钢中氢含量控制在2ppm以下,有效防止白点缺陷
-
高纯净度:钢中非金属夹杂物级别控制严格,这是保障-40℃冲击韧性的前提
焊接特性与先进工艺——核心工程实践
EH36作为极地级高强度船体结构钢,其优异的焊接性能是船厂与海工装备建造工艺设计的核心优势。近年来的多项研究为该钢种的先进焊接工艺提供了科学依据。
1. 焊接性评估
根据国际焊接学会碳当量公式计算,EH36的CEV约为0.41%。当CEV在0.41%-0.6%范围时,钢的淬硬倾向逐渐增加,属于有淬硬倾向的钢,需采取合适的预热措施。
2. 厚板自动立焊技术突破(2025年)
福建船政品质保证部焊接中心于2025年成功完成EH36级厚板焊接小车立对接二氧化碳焊接工艺评定,该工艺主要挑战在于“衬垫打底层成型控制”与“多层多道焊分道焊接”两大核心难题。
核心技术成果:
-
覆盖板厚范围22-88毫米
-
实现以“焊接小车二氧化碳焊接”全面替代传统的“手工二氧化碳焊接”
-
在劳动强度、焊接效率及质量稳定性上实现跨越式提升
-
为后续同类产品的批量高效建造奠定坚实基础
3. 大厚度钢板FCB法+单丝埋弧焊混合焊工艺
针对40万吨VLOC矿砂船甲板分段49mm厚EH36钢板的焊接需求,上海外高桥造船有限公司成功开发了FCB法+单丝埋弧焊混合焊工艺。
工艺创新点:
-
将FCB法与单丝埋弧焊两种焊接工艺结合,正面FCB法一次性焊接获得32mm熔深,反面碳弧气刨后单丝埋弧焊焊接5道
-
实现了49mm大厚度EH36钢板的高效焊接,充分利用了FCB法流水线作业优势
关键工艺参数:
-
预热温度:65℃
-
坡口形式:Y形坡口
-
正面FCB法:三丝焊接,前丝直流反接1410-1440A/32-34V,中丝直流反接1230-1260A/40-44V,后丝交流1230-1260A/46-50V
-
反面SAW:660-730A/29-31V,焊接5道
焊接接头性能验证:
-
抗拉强度561-563MPa,断裂于母材
-
弯曲试验180°合格,无裂纹
-
-20℃冲击吸收功满足船级社规范要求
-
硬度值均<350HV
4. 薄板FCB法双丝/三丝焊接工艺研究
针对12mm厚TMCP态EH36钢板的FCB法焊接工艺研究表明,双丝、三丝FCB法可有效控制高热输入对TMCP态钢板焊接性的影响。该工艺认可试验按CCS《材料与焊接规范》要求进行,验证了EH36薄板高效焊接的可行性。
5. 焊接工艺要点总结
基于多项工程实践和研究,EH36的焊接工艺应遵循以下原则:
-
预热要求:建议预热温度60-100℃,特厚板需适当提高
-
焊接方法:适用于焊条电弧焊(SMAW)、埋弧焊(SAW)、CO₂气体保护焊(FCAW)、FCB法、焊接小车自动焊等
-
焊材匹配:选用与母材等级相匹配的焊材(如神钢US-36+PF-155E、伊萨OK Autrod 13.27+OK Flux10.62)
-
特厚板焊接:采用FCB法+SAW混合焊等先进工艺
-
厚板自动焊:可采用焊接小车立对接CO₂焊,大幅提升效率与质量
-
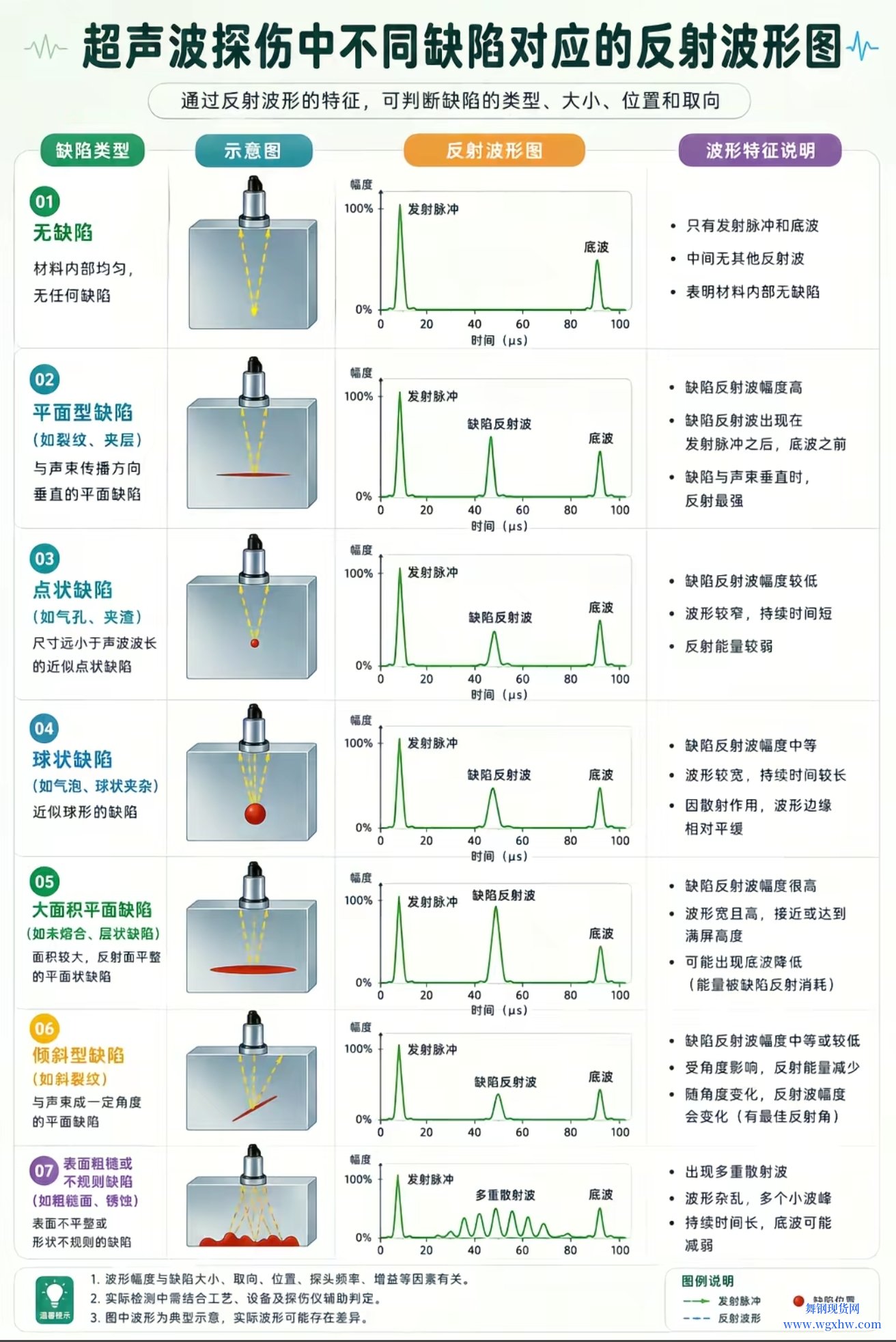
无损检测:按船级社要求进行超声波探伤(UT)和磁粉检测(MT)
典型工程应用场景
基于EH36“355MPa级强度、-40℃超低温韧性、优良焊接性、国际船级社认证”的性能组合,该钢种在以下高端海洋工程领域具有广泛应用:
1. 极地航行船舶——核心战略应用
这是EH36最具战略价值的应用领域。EH36的-40℃冲击韧性保证使其能够胜任北极航线、南极科考等高纬度极寒海域的航行需求。
应用案例:克令吊是中型集装箱船的核心甲板设备,其筒体对焊接质量要求极高。研究表明,通过选择船用等级EH36高强度厚板焊接工艺,同时现场施工严格按规范工艺施焊,有效保障了克令吊筒体高强度钢厚板焊接质量。
2. 深海油气平台与导管架——2025年重大突破
100mm厚EH36Z35钢板已通过三大船级社认证,可用于
-
深海油气平台导管架主立柱、裙桩套筒等直接承载海洋环境载荷的关键承力结构
-
大型船舶龙骨、双层底加厚区域等决定船舶航行安全的核心受力部位
-
海上风电单桩基础过渡段、塔筒底部法兰连接区域等需承受风浪冲击与设备自重的高强度需求场景
3. 大型船舶制造40万吨VLOC矿砂船甲板分段:采用49mm厚EH36钢板,通过FCB法+SAW混合焊工艺实现高效建造
-
85000吨级新型多用途船:舷侧分段大量应用EH36级高强钢厚板立对接焊
-
大型集装箱船、超大型油轮(VLCC) 等
4. 海上风电塔架
EH36高强风电钢已广泛应用于海上风电项目,需满足-20℃、-40℃低温冲击性能要求,内部质量需满足NB/T47013.3 T1级探伤要求。
市场供应与质量认证
1. 主要生产企业
国内EH36的主要生产厂家包括:
-
河南钢铁周口基地:2025年100mm厚EH36Z35钢板通过CCS、KR、BV三大船级社认证,实现批量交付
-
舞阳钢铁:国内船用钢板主要生产基地,可批量供应6-150mm全系列厚度,通过九国船级社认证
-
宝钢、鞍钢、南钢、湘钢、山钢等大型钢铁企业也可按船级社标准供货
2. 可供规格
EH36钢板的供货规格范围广泛
-
厚度范围:6-150mm(常规),特厚可达100-150mm
-
宽度范围:可达1800-4000mm
-
长度范围:可达6100-16000mm
3. 质量认证体系
EH36钢板需满足以下国际认证要求
-
九国船级社工厂认可:CCS、ABS、LR、BV、DNV、GL、RINA、NK、KR
-
船用产品检验证书:每批次供货需附船检证书(3.1/3.2材料证书含UT探伤报告)
-
无损检测:可按NB/T47013.3 T1级探伤标准执行
-
Z向性能:可附加Z15/Z25/Z35等级,Z35级别需逐张检验
结语
EH36作为国际通用的高强度船体结构用钢中的E级代表牌号,以其“超低碳+微合金化”的精巧成分设计和TMCP控轧控冷工艺,在355MPa级强度、-40℃超低温冲击韧性、工程可焊性之间实现了精妙平衡。它不仅是极地航行船舶、深海油气平台、大型集装箱船等高端海洋工程的核心材料,更代表了我国船用钢板从“温带适航”向“极地适航”跨越的顶尖技术成果。
该钢种最突出的工程价值在于——通过严格的杂质控制(P≤0.025%、S≤0.025%)和微合金化设计,在-40℃的极寒环境下仍能保持≥34J的稳定冲击韧性,为极地航线船舶和深海工程提供了可靠的安全保障。
2025年的重大技术进展标志着国内EH36生产技术已达国际先进水平:
-
100mm厚EH36Z35钢板通过CCS、KR、BV三大船级社认证并批量交付
-
22-88mm厚板自动立对接焊工艺实现突破,焊接效率与质量稳定性大幅提49mm大厚度FCB法+SAW混合焊成功应用于VLOC矿砂船甲板建造
对于金属材料工程师和海洋工程设计师而言,深入理解EH36的“成分-工艺-组织-性能”闭环关系——特别是微合金化对-40℃韧性的保障机制、碳当量与预热温度的工程关联、以及不同质量等级(AH/DH/EH/FH)与服役环境的严格对应关系——是正确选材、科学设计、高效建造的必修功课,也是在全球极地航线开拓与深海工程装备竞争中把握材料先机的关键所在。